EP0406325B2 - Verfahren und vorrichtung zum füllen von isolierglasscheiben mit einem schwergas - Google Patents
Verfahren und vorrichtung zum füllen von isolierglasscheiben mit einem schwergas Download PDFInfo
- Publication number
- EP0406325B2 EP0406325B2 EP89905079A EP89905079A EP0406325B2 EP 0406325 B2 EP0406325 B2 EP 0406325B2 EP 89905079 A EP89905079 A EP 89905079A EP 89905079 A EP89905079 A EP 89905079A EP 0406325 B2 EP0406325 B2 EP 0406325B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- gas
- glass plate
- spacer
- glass plates
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images








Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/677—Evacuating or filling the gap between the panes ; Equilibration of inside and outside pressure; Preventing condensation in the gap between the panes; Cleaning the gap between the panes
- E06B3/6775—Evacuating or filling the gap during assembly
Definitions
- the invention relates to a method for assembling insulating glass panes, the interior of which is filled with a heavy gas between pairs of glass plates which are spaced apart and glued to one another along their edges by a frame-shaped, metallic or plastic spacer.
- a heavy gas between pairs of glass plates which are spaced apart and glued to one another along their edges by a frame-shaped, metallic or plastic spacer.
- Such a spacer usually consists of a hollow profile rod which is perforated on its side facing the inside of the pane and filled with a grainy desiccant which serves to bind moisture present in the inside of the pane. So that the granular desiccant cannot escape from the holes intended for the heavy gas filling, either the pierced leg of the spacer must remain free of the desiccant, which has the disadvantage that this reduces the amount of moisture that can be adsorbed, or the hole must be sealed to the adjacent cavity of the spacer hollow profile, for example by inserting a sleeve into the spacer or by pressing the outer wall of the spacer against the wall facing the inside of the pane.
- the indentation must take place in such a way that the two flanks of the spacer remain exactly flat, since they have to be glued to the two flat glass plates.
- they are coated in the usual way with an adhesive, in particular with a polyisobutylene.
- a filling probe is introduced into one of the bores of the spacer, through which the heavy gas is filled into the interior of the pane, and at the same time a suction probe is inserted into the second bore of the spacer (DE 31 17 255 C1, DE 31 17 256 C2), or a suction head is placed on the spacer in the area of the second hole.
- the insulating glass pane is thus filled with the heavy gas at a first point and at the same time air and subsequently an air / heavy gas mixture is sucked out at a second point which is as far away as possible through another hole in the spacer until the insulating glass pane is adequately filled with heavy gas is what can be controlled by a sensor that is sensitive to oxygen, which can be introduced into the interior of the pane through a third bore of the spacer or into the gas stream sucked out of the second bore.
- the assembly of the insulating glass pane and the filling with heavy gas are preferably carried out when the pane is stationary, the hole for filling the pane preferably being as deep as possible and the hole for suctioning as high as possible.
- the heavy gas filled in below can gradually push the air in the insulating glass pane upwards, whereby greater heavy gas losses can be avoided if the filling process is carried out with a sufficiently low inflow speed of the heavy gas. Then, however, filling with heavy gas is by far the slowest process step within an insulating glass production line, so that its output, when working with heavy gas filling, is considerably reduced in comparison with an insulating glass production line working without heavy gas filling. To counter this, it has been proposed in DE-GM 87 15 749 to allow the heavy gas to flow into the insulating glass pane at high speed.
- DE-GM 87 15 749 proposes a super-heavy precision surface press, which clamps the insulating glass panes flush with the surface during filling with heavy gas, so that the glass plates and the spacer cannot bulge. A very complex device for filling with heavy gas is therefore required.
- the present invention has for its object to show how you can fill insulating glass panes quickly and with less effort than before with heavy gas.
- the invention is a complete departure from the known method, because in order to provide access to the interior of the insulating glass pane, through which the insulating glass pane can be filled with a gas, the spacer is no longer pierced, but rather the process of assembling the insulating glass pane becomes so changed that between the spacer and one or both adjacent glass plate (s), preferably between the spacer and only one of the glass plates temporarily remain at least one, preferably two gap-shaped entrances through which the gas is introduced into the interior between the two glass plates can be. Except for these gap-shaped entrances, the interior between the glass plates is already closed off by the spacer during the introduction of the gas.
- a gap-shaped access can be achieved by first gluing the glass plates together along one of their edges and not arranging them for this purpose exactly parallel to one another, but including a small acute angle, so that the space between the glass plates has the shape of a flat wedge Has.
- the angle does not have to be greater than that an approximately 2 mm wide access is obtained at the edge of the glass plates opposite the apex of the angle.
- a heavy gas can then flow into the wedge-shaped intermediate space, the access to the interior being expediently largely covered to reduce gas losses.
- a gap-shaped access is preferably achieved, however, by elastically bending a glass plate.
- a glass plate which is flat in the state without the action of external forces is elastically bent in accordance with the invention in such a way that its edges lie only in sections in a common plane.
- the glass plates are folded together with the spacer between them and as long as at least one glass plate is bent, there is narrow access to the interior between the glass plates, so that it can be filled with a gas. If one bends the glass plates, it can easily be achieved that the access for the various glass plate formats occurring in the practice of insulating glass production is approximately the same size, which is very advantageous for the practical implementation of the method.
- Advantages of bending the glass plate (s) over the initially acute-angled joining of two glass plates are furthermore that the interior of the insulating glass pane is already largely closed off by the spacer without further measures, so that gas losses when introducing the gas can be avoided more easily.
- a recess can be provided in the press plate of the assembly station, in which a suction device is arranged which sucks the glass plate, pulling it against the edge of the recess acting as an abutment, and thus causing the glass plate to bend.
- This modified assembly station can also be used to easily assemble insulating glass panes that should not be filled with a gas other than air. The method according to the invention thus allows an extremely efficient way of working. In the same production line, insulating glass panes with heavy gas filling and air filling can be produced in any order.
- the glass plate is preferably bent before it is connected to the spacer, so that it is not important for creating access to the interior of the insulating glass pane, whether and to what extent the respective spacer can be bent.
- This procedure is particularly recommended for the production of insulating glass glued to the edge, which is produced with the help of spacers which consist of metallic hollow profile bars and are provided on their two flanks with an adhesive, with the aid of which they glue the two glass plates together.
- spacers which consist of metallic hollow profile bars and are provided on their two flanks with an adhesive, with the aid of which they glue the two glass plates together.
- the glass plate In principle, it does not matter in what way the glass plate is bent and where the access points formed are. For example, remember to bend a glass plate in the area of two diagonally opposite corners so that its outer surface is concave there, i.e. the corners are bent away from the spacer; In the area of one corner the gas could be filled in and the air at the opposite corner could be sucked out or displaced. It is also possible to bend one or the other glass plate along one of its edges and to flow in the gas near one corner and to extract or force it out at this edge near the other corner.
- the respective glass plate it is preferred to bend the respective glass plate so that its outer surface is convex, in particular in such a way that it is bent at two opposite edge sections, while the other edge sections between them essentially maintain their original shape, in the case of flat glass plates lie in one plane.
- the glass plate is bulged, which is similar to a barrel vault, and on both sides of the bulge there are non-bent edge sections with which a corresponding section-wise contact is made with the spacer, so that the space between the two glass plates apart from two gaps opposite one another is closed, the shape of which resembles the cross section of a plano-convex lens.
- the insulating glass pane is filled upright or essentially upright, it being preferred that the two gaps between the curved glass plate and the spacer lie one above the other.
- a heavy gas it is expediently filled in through the lower gap and allowed to rise in the space between the two glass plates, displacing the air from the space through the upper gap.
- the heavy gas In order to guide the heavy gas more easily and quickly into the area of the lower corners of the insulating glass pane, there is the possibility of fanning out the flow of the heavy gas in different directions by means of corresponding guide elements in a feed nozzle which is brought to the lower access of the insulating glass pane.
- a wall which, for working with flat glass plates, expediently for the most part has a flat surface and a strip-shaped recess or gap, which is preferably approximately 30 cm wide.
- this recess one can arrange one or better still a number of suction cups which can be moved back and forth relative to the surface of the wall and which can be placed on the outer surface of the glass plate. Once they have sucked in the glass plate, the suction cups are pulled back behind the surface of the wall.
- the outer surface of the glass plate meets the edges of the recess, which act as an abutment and, in cooperation with the retracting suction cups, lead to a bending of the glass plate.
- a wall with a recess is also viewed as two walls arranged at a corresponding distance from one another.
- the aim is for the strip-shaped recess or gap in which the suction cups are arranged to be used in the central region of the glass sheet to be bent, if possible.
- the suction cups are preferably arranged directly adjacent to one another and can be activated individually, in order to be able to apply the suction power for bending optimally and adapted to the size of the respective glass plate.
- the walls are preferably provided with a number of bores distributed over their surface, through which air can optionally be blown or sucked in.
- air is blown through these holes and an air cushion is created between it and the glass plate.
- air is sucked in through these holes and thereby the glass plate is sucked against the wall, whereby it advantageously lies flatter when bent than without such a suction.
- the holder for the glass plate to be bent does not have to be an air cushion wall.
- the bracket could also be a frame with clamps that grip the glass plate at the edge.
- the holder could also be an arrangement of suction cups, the front sides of which define a common surface in which the outside of the sucked-in glass plate lies and up to which further suction cups can be pushed forward.
- a nozzle with a correspondingly elongated mouth is advantageously used for filling the gas on the edge of the glass plates or on the edge of a glass plate and on the spacer (claims 29 and 30), so that maximum efficiency is achieved.
- Such an elongated nozzle can also be used to extract the gas-air mixture.
- Another advantage of using a nozzle with an elongated mouth for supplying the gas is that it can be divided into several sections in which guide elements are provided for fanning out the gas flow in different outflow directions. This also opens up the possibility of feeding these sections separately with the gas by means of separate supply lines and thereby optimally adapting the filling process to the respective glass plate format.
- a further possibility for adaptation results from the fact that the guide elements are interchangeably arranged in the nozzle.
- Another advantageous possibility is to provide in the device for supplying the gas a plurality of nozzles with different outflow directions, which have separate feed lines for the gas and can be supplied independently of one another.
- two such nozzles are provided in a V-shaped arrangement and, in addition, a third nozzle (hereinafter referred to as the main nozzle), the outflow direction of which lies between the outflow directions of the V-shaped nozzles and the mouth of which is preferably longer than the mouth of the V-shaped arrangement Nozzles, ideally chosen as long as the access to the interior of the insulating glass pane.
- the device for supplying the gas in such a way that the various nozzles lie in a common, narrow chamber, which has an elongated mouth which surrounds the mouths of the nozzles. can be brought to rest on the edge of the insulating glass pane.
- a nozzle allows a very advantageous method for introducing the gas into insulating glass panes which are upright or arranged at an incline: it is best to let the gas slowly flow in through the main nozzle from the lower edge.
- the gas which is heavier than air, flows upwards, but also in the direction of the two upstanding legs of the spacer, thereby also reaching the lower corners of the interior of the pane and gradually rising across a broad front.
- the gas is preferably introduced at the beginning in a very small amount per unit of time, because it then flows particularly readily along the lower edge of the interior of the pane and reaches the two lower corners;
- the gas throughput is then gradually increased, preferably linearly.
- the filling process is ended when a measuring probe indicates that the oxygen content in the exiting gas stream falls below a predetermined limit value.
- the mouth of the device for introducing the gas is preferably surrounded by seals which are used for System on the glass panels and / or on the spacers are determined.
- a nozzle is used to extract the gas-air mixture, then it is best to be opposite the device for introducing the gas, and above it when working with upright glass plates.
- the suction nozzle In order to adapt to different glass plate formats, the suction nozzle must then be adjustable in distance from the horizontal conveyor. For this purpose, it is expedient to provide them on a sled.
- the suction nozzle is preferably not fixedly arranged on the slide, but rather is connected to the slide by means of a four-bar linkage. This makes it possible to move the suction nozzle away from the walls and suction cups of the assembly station by arranging a lever of the four-bar linkage so that it hits the glass plate rather than the suction nozzle.
- the quadrilateral joint is distorted and the suction nozzle is pulled towards the wall.
- the nozzle reaches the wall the moment it sits tightly on the glass plate lying against the wall.
- the invention is applicable to insulating glass panes made of two or more than two glass plates.
- insulating glass panes which consist of three glass plates, first a double pane consisting of two glass plates is produced in the manner described, it is covered with a further spacer, preferably an elastically curved third glass plate is placed thereon and a further gas filling process is carried out in the described way through.
- the invention is not only applicable to flat glass plates, but also to curved glass plates, which e.g. for insulating glass for automobiles.
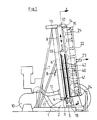
- FIG. 1 and 2 show that the device has a base 1 and thereon a base 2, which carries a horizontally conveying conveyor, which is formed by a sequence of synchronously driven rollers 3.
- a support 4 is arranged between two adjacent rollers 3; the sequence of the supports 4 is arranged on a walking beam 5, which is adjustable up and down, so that the supports 4 between a position in which they protrude above the rollers 3 and a position in which they are below the top of the Rollers 3 are sunk, can be moved back and forth.
- the rollers 3 there is a support wall 6, which is based on the one hand on the base 2 and on the other hand is supported by struts 7 and 8 which are based on the base frame 1 in a position inclined to the rear by approximately 6 ° with respect to the vertical.
- the support wall 6 is designed as an air cushion wall, i.e. it consists of a plate 9 in which a number of bores are distributed, to which compressed air is supplied by a blower 10 via a line 11.
- the rods 12 carry at their front end a holder 14, to which a frame with two walls 15 and 16 is fastened, which run parallel to the support wall 6 and whose distance from the support wall 6 can be changed by actuating the pressure medium cylinders 13.
- the walls 15 and 16 are also designed as air cushion walls and are therefore supplied with compressed air by the fan 10 through a further line 17. Like the support wall 9, they have a number of bores 35 distributed over their surface through which the blower air can escape or be sucked in.
- a further walking beam 18 with a number of supports 19 is arranged below the walls 15 and 16.
- two retractable stops 26 and 27 are arranged, one of which is close to the recess 20 and the other at the outlet end of the wall 16.
- a further position sensor 30 is located at the beginning of the support wall 15.
- a replaceable strip FIG. 7
- a height-adjustable suction device 33 is arranged in front of the wall 6, the drive unit of which is not shown in FIG. 2 for reasons of clarity.
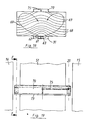
- the nozzle 31 is a flat hollow body 36 in which an elongated nozzle mouth 37 is formed. In the longitudinal direction, the nozzle is divided into three sections 38a, 38b and 38c, which are supplied with gas by separate lines 39a, 39b, 39c.
- the nozzle mouth 37 is framed by seals 44, 45 and 46, namely along the side of two strip-shaped seals 44 and 45, which may consist of foam rubber, for example.
- the seal 45 protrudes further beyond the nozzle opening 37 than the seal 44 and is used for placement on the spacer 41, while the seal 44 is used for placement on the lower edge of the glass plate 40, which lies against the walls 15 and 16 (FIG. 7 ).
- the seal 44 does not run completely straight, but rather approaches with its ends the seal 45, which is shorter than the seal 44.
- the seal 45 At the ends of the seal 45 there are two wedge-shaped seals 46 (see FIG. 8) which, with a sealing surface 46a parallel to the walls 15 and 16, bear against the seal 44 and, moreover, against the inside of the glass plate 40 and which with one oblique sealing surface 46b abuts the spacer 41, which is usually formed on its outside with a corresponding inclined surface.
- the nozzle 31 can also be placed on the lower edge of insulating glass panes of different sizes and thicknesses such that the gap-shaped opening for supplying the gas is sealed sufficiently tightly.
- the gap-shaped opening for glass plates of different thicknesses and different sizes has approximately the same size.
- the suction device 33 opposite the nozzle 31 also has the shape of a nozzle with an elongated mouth 47, which is also framed by seals 48, 49 and 50, of which the longitudinal seal 49 closest to the walls 15, 16 lies against the upper edge of the glass plate 40 is determined, while the parallel second longitudinal seal 48 protrudes slightly further than the seal 49 and is intended to rest on the spacer 41 (see FIG. 13).
- the sealing pieces 50 provided at the ends protrude as far as the seal 48.
- the suction device 33 is arranged in the recess 20 between the two walls 15 and 16, in such a way that the nozzle can be moved up and down in front of the suction cups 21. In the illustration in FIG. 11, the suction cups are combined, in deviation from the illustration in FIGS.
- the lower lever 56 of the four-bar linkage is extended on both sides of the bar 51 beyond the joint located on the arms 55 to such an extent that it projects up to the front of the walls 15 and 16. It is also arranged so deep that its underside is below the nozzle mouth 47 as long as the nozzle of the glass plate 40 is not yet seated.
- a channel 60 leads from the nozzle 33 to the suction side of a blower (not shown).
- the device works as follows:
- a glass plate 40 standing on the rollers 3 and leaning against the supporting wall 6 is transported into the device.
- the position and length of the glass plate 40 is sequentially detected by the sensors 30, 28 and 29. If it is a long glass plate, it is stopped at stop 27. If it is a glass plate that is so short that its rear edge would no longer lie in the area of the wall 15 if it were stopped by the stop 27, it is stopped in front of the stop 26. This ensures that the glass plate, when it has come to rest, covers the recess 20 over its entire length.
- the walking beam 3 is moved upwards, thereby lifting the glass plate 40 from the rollers 3.
- the walls 15 and 16 are approached together to the glass plate 40 and the glass plate is sucked in by sucking air through the holes 35 in the walls 15 and 16. If the glass plate 40 is sucked in in this way, it is moved back together with the walls 15 and 16. It now hangs on the walls 15 and 16 and is supported at the bottom by the now raised supports 19.
- the suction cups 21 are now activated: they additionally suck the glass plate 40 in the area of the recess 20.
- suction cups 21 have sucked firmly onto the outer surface of the glass plate 40, they move back a little, preferably by about 2 mm, and thereby cause a deflection of the glass plate 40, which primarily affects the area of the recess 20.
- the supports 4 are lowered and a further glass plate 42 of the same size but covered with a spacer 41 is conveyed up on the rollers 3, positioned congruently with the glass plate 40 and lifted from the rollers 3 by the supports 4.
- the spacer 41 is coated on both sides with an adhesive.
- FIG. 9a An insulating glass pane is filled, which is relatively small in size is. This disc is positioned against the inner stop 26 and filled over the middle and right sections 38b and 38c of the nozzle 31. This method of operation is preferred for insulating glass panes with a length of up to 2 m.
- FIG. 9b shows the filling of a narrower insulating glass pane, the length of which is not more than approximately 2 m and which is therefore also positioned against the inner stop 26 (FIG. 2).
- Such an insulating glass pane can be filled sufficiently quickly and evenly by the right section 38c of the nozzle 31 alone.
- FIG. 9c shows the filling of a large insulating glass pane which is positioned against the outer stop 27 (FIG. 2).
- the nozzle 31 is used in the middle area and the gas is supplied through all three sections 38a, 38b and 38c.
- This method of working is suitable for insulating glass panes that are longer than 2 m and not too low.
- Correspondingly long, but lower insulating glass panes are expediently filled, as shown in FIG. 9d, through the right and left section of the nozzle 31, while the middle section 38b remains closed.
- the nozzle 31 and the suction device 33 are removed from the edge of the insulating glass pane and at the same time the suction cups 21 are depressurized, so that the glass plate 40 suddenly springs against the spacer 41 and the insulating glass pane closes very quickly.
- the pressure medium cylinders 13 By actuating the pressure medium cylinders 13, the walls 15 and 16 are now pressed against the supporting wall 6 and the insulating glass pane is thereby pressed to its desired thickness in a manner known per se.
- the device 31 shown in FIGS. 14, 15 and 16 for introducing the gas into the interior of the insulating glass pane differs from the device shown in FIGS. 5 to 8 in that, in addition to a nozzle 61 with a very elongated mouth 61a, it has two further nozzles 62 and 63, which also have elongated orifices 62a and 63a, but are considerably shorter than the nozzle 61, which is the main nozzle. While the main nozzle 61 has a substantially upward outflow direction, the two shorter nozzles 62 and 63 are approximately obliquely to the side in opposite directions, i.e.
- the opening angle of the V should be large, preferably greater than 120 °, in particular approximately 150 °, in order to be able to force a flow even in narrow insulating glass panes of great length and low height , which reaches the two upper corners of the window interior.
- the three nozzles 61, 62 and 63 are arranged in a flat chamber 67 with an elongated mouth, the outline of which corresponds to the device shown in FIG. 6 and is framed in a corresponding manner by seals 44, 45 and 46 with which the device for contacting the lower edge of the insulating glass pane is brought (see Fig. 15).
- the gas is preferably introduced into the interior of the insulating glass pane as follows: through a gap provided at the lower edge of the insulating glass pane, gas, which is heavier than air, is first introduced into the interior of the insulating glass pane through the main nozzle 61 over a wide area, initially with low throughput so that the gas can spread along the lower edge of the insulating glass pane into the two lower corners of the interior. The throughput of the gas is then steadily increased, an upwardly rising front of the heavy gas being formed which displaces the air from the interior through a gap-shaped opening provided at the upper edge of the insulating glass pane.
- a family of lines 68 shows how the front of the gas progresses from bottom to top.
- the main nozzle 61 is closed and instead the V-shaped nozzles 63 and 62 are opened, which - as indicated by the lines 69 - forces a flow reaching the two upper corners of the pane interior , which is deflected in the area of the upper corners and receives a swirl, whereby the air is flushed out of the upper area of the corners.
- the gas is only allowed to flow out of the V-shaped nozzles 62 and 63 for a short time and then the main nozzle is opened again 61, in order to displace the air which has been flushed out of the region of the two upper corners by the action of the V-shaped nozzles 62 and 63 by the upward flow emanating from it.
- insulating glass panes can be very quickly and with little Fill the residual content of air with a gas other than air.
- FIG. 17 shows how the filling process with the main nozzle 61 can expediently be carried out: one begins with a low gas throughput, which should be maintained and the longer the longer the insulating glass pane to be filled, so that the heavy gas runs along the lower pane edge can flow to the two lower corners of the pane interior, before the throughput is then increased to a maximum value, which, however, is chosen so low that turbulence in the pane interior is largely avoided. Accordingly, the right curve in FIG. 17 applies to longer, the left curve for shorter insulating glass panes.
- FIGS. 19 to 21 show a cover element for partially covering the gap formed at the upper edge of the insulating glass pane during the filling process.
- This cover element 70 can advantageously be used instead of the suction nozzle shown in FIGS. 10 to 13 and, like this, is fastened to a carriage 58 which can be moved up and down.
- the cover element 70 is a plate which is arranged essentially vertically in front of the suction bar 51 between the walls 15 and 16 and is mounted on the carriage 58 so as to be pivotable about a horizontal axis 71.
- the cover element 70 is provided in its upper region on the rear with a seal 72 and on its lower edge with a seal 73 which, when the slide 58 is lowered, strikes the spacer 41 of the insulating glass pane and thereby raises the cover element 70 until it is in contact with it Upper seal 72 comes to rest on the suction bar 51. Air emerging from the gap 74 can therefore not flow upward unhindered, but is deflected to the side and must flow to the right and left edge of the cover element 70 before it is released. This obstruction of the air outlet favorably favors the formation of a cross flow in the interior of the pane.
- a narrow line 75 is integrated into the cover element 70, through which a small part of the air or air / gas mixture emerging from the gap 74 can be sucked off and fed to a sensor which measures the oxygen content and thus enables a statement as to how large the residual air content in the disc is still.
- the device shown in FIGS. 22 and 23 corresponds in numerous elements to the device shown in FIGS. 3 to 4, so that in this respect reference can be made to the description there.
- the device shown in FIGS. 22 and 23 differs from the device shown in FIGS. 1 to 4 in that no glass plate is bent in it. Accordingly, the suction cups 21 are missing and instead of two walls 15 and 16 separated by a gap 20, the support wall 6 is only opposite a wall 15 which is designed as an air cushion wall and which is about an axis 76 which, in the plan view according to FIG. 23, at the right end of the wall 15 is arranged and extends parallel to the front of the wall 15 in a vertical plane, is pivotable by a small angle. In addition, the wall 15 can be moved parallel to the support wall 6 as described with reference to FIG. 1.
- the device works as follows:
- a glass plate 40 is conveyed up on the rollers 3, positioned against the stop 27, sucked in by the air cushion wall 15 and lifted from the support wall 6 by parallel displacement of the air cushion wall 15.
- a further glass plate 42 covered with a spacer 41 is conveyed up on the rollers 3 and positioned against the stop 27.
- the air cushion wall 15 is pivoted about the axis 76 by a small angle, so that there is an acute angle between the support wall 6 and the wall 15. Then the wall 15 is approximated by parallel displacement of the support wall 6 until the glass plate 40 reaches the right leg of the spacer 41 in the plan view according to FIG. 23.
- the upper and lower wedge-shaped gaps can be covered, for example by a strip covered with foam rubber or by a high-strength, flexible, inflatable tube 77 or 78, which are displaceable.
- the gap on the left edge of the insulating glass pane is covered in the lower region by a device 31 for supplying the gas, which is introduced at the bottom into the interior of the insulating glass pane and displaces the air from an above, uncovered section of the opening gap.
- a device 31 for supplying the gas which is introduced at the bottom into the interior of the insulating glass pane and displaces the air from an above, uncovered section of the opening gap.
Description
- Die Erfindung betrifft ein Verfahren zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten, die längs ihrer Ränder durch einen rahmenförmigen, metallischen oder plastischen Abstandhalter auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist. Aus dem DE-GM 87 15 749 ist es zum Füllen von am Rand verklebten Isolierglasscheiben mit einem Schwergas bekannt, vor dem Zusammenbau einer solchen Isolierglasscheibe zunächst einen Abstandhalter in Gestalt eines metallischen Hohlprofilrahmens herzustellen, der an wenigstens zwei Stellen durchbohrt ist mit Bohrungen, deren Durchmesser rund 4 mm beträgt. Bereits das Herstellen eines solchen durchbohrten Abstandhalters bringt technische Probleme mit sich, denn ein solcher Abstandhalter besteht üblicherweise aus einem Hohlprofilstab, welcher auf seiner dem Scheibeninneren zugewandten Seite perforiert und mit einem kömigen Trockenmittel gefüllt ist, welches dazu dient, im Scheibeninnenraum vorhandene Feuchtigkeit zu binden. Damit das körnige Trockenmittel aus den für die Schwergasfüllung vorgesehenen Bohrungen nicht austreten kann, muss entweder der durchbohrte Schenkel des Abstandhalters frei bleiben vom Trockenmittel, was den Nachteil hat, dass dadurch die Feuchtigkeitsmenge, die adsorbiert werden kann, herabgesetzt ist, oder es muss die Bohrung zum angrenzenden Hohlraum des Abstandhaltemohlprofils abgedichtet werden, beispielsweise durch Einsetzen einer Hülse in den Abstandhalter oder durch Eindrücken der Aussenwand des Abstandhalters gegen die zum Scheibeninneren weisende Wand. Dabei muss das Eindrücken so vonstatten gehen, dass die beiden Flanken des Abstandhalters exakt plan bleiben, da sie mit den beiden ebenen Glasplatten verklebt werden müssen. Zu diesem Zweck werden sie in üblicher Weise mit einem Klebemittel beschichtet, insbesondere mit einem Polyisobutylen.
- Zum Zusammenbau einer Isolierglasscheibe ist es bekannt, einen an seinen beiden Flanken beschichteten Abstandhalter auf eine erste Glasplatte aufzulegen und anzudrücken, dann eine zweite Glasplatte auf den Abstandhalter aufzulegen und anzudrücken und die so gebildete Einheit auf eine vorgegebene Dicke zu verpressen, insbesondere zwischen zwei planparallelen Platten.
- Es ist femer bekannt, die verpreßte Isolierglasscheibe anschließend mit einem Schwergas zu füllen, beispielsweise mit Argon oder mit Schwefelhexafluorid SF6. Zu diesem Zweck wird in eine der Bohrungen des Abstandhalters eine Füllsonde eingeführt, durch welche das Schwergas in den Scheibeninnenraum eingefüllt wird, und zugleich wird in die zweite Bohrung des Abstandhalters eine Absaugsonde eingeführt (DE 31 17 255 C1, DE 31 17 256 C2), oder es wird ein Absaugkopf im Bereich der zweiten Bohrung auf den Abstandhalter aufgesetzt. Damit wird die Isolierglasscheibe an einen ersten Stelle mit dem Schwergas gefüllt und gleichzeitig wird an einer davon möglichst weit entfernten zweiten Stelle durch eine andere Bohrung des Abstandhalters zunächst Luft und in weiterer Folge ein Luft/ Schwergas-Gemisch abgesaugt, bis die Isolierglasscheibe hinreichend mit Schwergas gefüllt ist, was durch einen auf Sauerstoff empfindlichen Sensor kontrolliert werden kann, den man durch eine dritte Bohrung des Abstandhalters in den Scheibeninnenraum einführen oder in den aus der zweiten Bohrung abgesaugten Gasstrom hineinbringen kann. Der Zusammenbau der Isolierglasscheibe und das Füllen mit Schwergas erfolgen bevorzugt bei stehender Scheibe, wobei man die Bohrung für das Füllen der Scheibe vorzugsweise möglichst tief und die Bohrung für das Absaugen möglichst hoch anordnet. Da das Schwergas spezifisch schwerer ist als Luft, kann man mit dem unten eingefüllten Schwergas die Luft in der Isolierglasscheibe fortschreitend nach oben verdrängen, wobei sich größere Schwergasverluste vermeiden lassen, wenn man den Füllvorgang mit hinreichend niedriger Einströmgeschwindigkeit des Schwergases durchführt. Dann ist jedoch das Füllen mit Schwergas der bei weitem langsamste Verfahrensschritt innerhalb einer Isolierglasfertigungslinie, so dass deren Ausstoß, wenn mit Schwergasfüllung gearbeitet wird, im Vergleich zu einer ohne Schwergasfüllung arbeitenden Isolierglasfertigungslinie erheblich verringert ist. Um dem zu begegnen, ist in dem DE-GM 87 15 749 vorgeschlagen worden, das Schwergas mit hoher Geschwindigkeit in die Isolierglasscheibe einströmen zu lassen. Dadurch läßt sich zwar die Fülldauer verkürzen, es führt jedoch zu starken Turbulenzen innerhalb der Scheibe, so dass sich das Schwergas intensiv mit der Luft vermischt, so dass - bis ein hinreichender Schwergasfüllgrad erreicht ist - ein erheblicher Schwergasanteil mit der Luft wieder abgesaugt wird und verloren geht. Schwergasverluste bis zu 100 % sind bei dem bekannten Verfahren üblich. Hinzu kommt, dass durch das Einblasen des Schwergases mit hoher Geschwindigkeit im Zwischenraum zwischen den beiden Glasplatten ein Überdruck entsteht, der auf ihre großen Oberflächen einwirkt und sie auszubeulen versucht. Gleichzeitig wirkt der Gasdruck auf den Abstandhalter und neigt dazu, auch ihn nach aussen zu drücken und auszubeulen. Um dem zu begegnen, schlägt das DE-GM 87 15 749 eine superschwere Präzisionsflächenpresse vor, welche die Isolierglasscheiben während des Füllens mit Schwergas flächenbündig verspannt, so dass sich die Glasplatten und der Abstandhalter nicht ausbeulen können. Es wird mithin eine sehr aufwendige Vorrichtung für das Füllen mit Schwergas benötigt.
- Es ist weiterhin bekannt, den Zusammenbau der Isolierglasscheibe in einer Kammer durchzuführen, die statt mit Luft mit einem Schwergas gefüllt ist. Der Zusammenbau in einer solchen Kammer ist aber so aufwendig und mit so hohen Schwergasverlusten verbunden, dass er unwirtschaftlich ist (DE-A-34 02 323, GB-A-2 099 057, EP-A-0 056 762).
- Der vorliegenden Erfindung liegt die Aufgabe zugrunde aufzuzeigen, wie man Isolierglasscheiben rasch und mit geringerem Aufwand als bisher mit Schwergas füllen kann.
- Diese Aufgabe wird gelöst durch ein Verfahren mit den in den Ansprüchen 1, 2 oder 3 angegebenen Merkmalen. Eine zur Durchführung des Verfahrens nach Anspruch 1 besonders geeignete Vorrichtung ist Gegenstand des Anspruchs 18. Zur Durchführung des Verfahrens nach den Anspruchen 2 und 3 besonders geeignete Vorrichtungen sind Gegenstand des Anspruchs 19. Vorteilhafte Weiterbildungen der Erfindung sind Gegenstand der jeweiligen abhängigen Ansprüche.
- Die Erfindung stellt eine völlige Abkehr von dem bekannten Verfahren dar, denn um einen Zugang zum Innenraum der Isolierglasscheibe zu schaffen, durch welchen die Isolierglasscheibe mit einem Gas gefüllt werden kann, wird nicht länger der Abstandhalter durchbohrt, vielmehr wird der Vorgang des Zusammenbaus der Isolierglasscheibe so verändert, dass zwischen dem Abstandhalter und einer oder beiden an ihn angrenzenden Glasplatte(n), vorzugsweise zwischen dem Abstandhalter und nur einer der Glasplatten vorübergehend wenigstens ein, vorzugsweise zwei spaltförmige Zugänge verbleiben, durch die hindurch in den Innenraum zwischen den beiden Glasplatten das Gas eingeleitet werden kann. Bis auf diese spaltförmigen Zugänge ist der Innenraum zwischen den Glasplatten durch den Abstandhalter während des Einleitens des Gases bereits abgeschlossen. Einen spaltförmigen Zugang kann man dadurch erzielen, dass man die Glasplatten zunächst längs eines ihrer Ränder miteinander verklebt und sie zu diesem Zweck nicht genau parallel zueinander anordnet, sondem unter Einschluß eines kleinen spitzen Winkels, so dass der Zwischenraum zwischen den Glasplatten die Gestalt eines flachen Keiles hat. Der Winkel muss nicht größer sein, als dass man am Rand der Glasplatten dem Scheitel des Winkels gegenüberliegend einen ca. 2 mm breiten Zugang erhält. In den keilförmigen Zwischenraum kann man dann ein Schwergas einströmen lassen, wobei man zur Verringerung von Gasverlusten den Zugang zum Innenraum währenddessen zweckmässigerweise weitgehend abdeckt. Vorzugsweise erzielt man einen spaltförmigen Zugang aber dadurch, dass man eine Glasplatte elastisch biegt. Eine im Zustand ohne Einwirkung äußerer Kräfte ebene Glasplatte wird erfindungsgemäß elastisch so gebogen, dass ihre Ränder nur noch abschnittsweise in einer gemeinsamen Ebene liegen. Auf diese Weise hat man dann, wenn die Glasplatten mit dem Abstandhalter zwischen ihnen zusammengelegt sind und solange wenigstens eine Glasplatte gebogen ist, einen schmalen Zugang zum Innenraum zwischen den Glasplatten, so dass dieser mit einem Gas gefüllt werden kann. Biegt man die Glasplatten, dann kann man leicht erreichen, dass der Zugang für die verschiedenen in der Praxis der Isolierglasfertigung vorkommenden Glasplattenformate ungefähr gleich groß ist, was für die praktische Ausführung des Verfahrens sehr von Vorteil ist. Vorteile des Biegens der Glasplatte(n) gegenüber dem zunächst spitzwinkligen Zusammenfügen zweier Glasplatten liegen ferner darin, dass der Innenraum der Isolierglasscheibe schon ohne weitere Maßnahmen bereits durch den Abstandhalter sehr weitgehend abgeschlossen ist, so dass Gasverluste beim Einleiten des Gases leichter vermeidbar sind.
- Die Vorteile der Erfindung gegenüber dem bekannten Verfahren sind ausserordentlich überzeugend:
- Der Abstandhalter muss gegenüber einem Abstandhalter für Isolierglasscheiben, die nicht mit einem besonderen Gas gefüllt werden, nicht abgeändert werden, so dass demgegenüber keine weiteren Arbeitsgänge am Abstandhalter durchzuführen sind. Insbesondere ist es nicht erforderlich, den Abstandhalter an zwei oder drei Stellen zu durchbohren und wieder abzudichten. Alle beim bekannten Verfahren in diesem Zusammenhang anfallenden Arbeiten am Abstandhalter werden beim erfindungsgemäßen Verfahren vermieden. Ausserdem erfährt der Abstandhalter keinerlei Schwächung durch irgendwelche Bohrungen.
- Während beim bekannten Verfahren die Füllung des Scheibenzwischenraums durch eine verhältnismässig enge Bohrung von ca. 4 mm Durchmesser im Abstandhalter erfolgt (der Öffnungsquerschnitt beträgt dabei ca. 12 mm2), kommt man erfindungsgemäß leicht zu sehr viel größeren und vorteilhafterweise langgestreckten, spaltförmigen Zugängen zwischen dem Abstandhalter und der Glasplatte; allein durch Biegen nur einer Glasplatte wurden in Versuchen Öffnungsquerschnitte gebildet, die mehr als 20 x so groß waren wie bei dem bekannten Verfahren. Damit ist es möglich, den Zwischenraum zwischen den beiden Glasplatten sehr rasch und doch mit so niedriger Strömungsgeschwindigkeit mit einem Gas zu füllen, dass so kräftige Turbulenzen, wie sie bei dem aus dem DE-GM 87 15 749 bekannten Verfahren auftreten, in Anwendung des erfindungsgemäßen Verfahrens nicht auftreten. Durch ein auf breiter Front langsam einströmendes Gas läßt sich vielmehr die Luft aus dem Zwischenraum zwischen den beiden Glasplatten gleichmässig fortschreitend verdrängen, insbesondere dann, wenn - wie bevorzugt - die Glasplatte so gebogen wird, dass zwei Zugangsspalte entstehen, die an einander gegenüberliegenden Randabschnitten der Isolierglasscheibe liegen. Läßt man das Gas durch einen dieser Spalte auf breiter Front einströmen, so schiebt das Gas die Luft vor sich her, ohne sich in größerem Ausmaß mit ihr zu vermischen, und verdrängt sie durch den gegenüberliegenden Spalt nach aussen, wobei die Verdrängung durch eine Absaugung unterstützt werden kann. Die Gasverluste, die dadurch entstehen, dass mit Luft vermischtes Gas aus dem einen Spalt wieder ausströmt, können bei dem erfindungsgemäßen Verfahren erheblich geringer gehalten werden als bei dem bekannten Verfahren.
- Dadurch, dass die Gasverluste geringer gehalten werden können, ist es eher möglich, für die Füllung solche Gase zu verwenden, bei denen es aufgrund des Preises oder wegen der Gefahr einer möglichen Arbeitsplatzbelastung auf besonders niedrige Gasverluste ankommt.
- Durch die niedrige Füllgeschwindigkeit baut sich im Zwischenraum zwischen den beiden Glasplatten allenfalls ein vernachlässigbarer Staudruck auf, dem anders als beim bekannten Verfahren in keiner Weise durch irgendwelche Maßnahmen begegnet werden muss, insbesondere nicht durch eine zur Durchführung des bekannten Verfahrens nötige "superschwere Präzisionsflächenpresse".
- Dadurch, dass der Abstandhalter nicht durchbohrt werden muss, kann er rundum, d.h. in allen seinen Schenkeln, mit einem körnigen Trockenmittel gefüllt sein.
- Während beim bekannten Verfahren die Bohrungen im Abstandhalter nach dem Füllvorgang auf umständliche Weise verschlossen werden müssen, kann erfindungsgemäß die Isolierglasscheibe sehr einfach geschlossen werden, nämlich dadurch, dass man die Glasplatte, die dem Abstandhalter noch nicht vollständig anliegt, nunmehr zur Anlage am Abstandhalter bringt. Standen die Glasplatten während des Füllvorgangs spitzwinklig zueinander, muss man lediglich eine Glasplatte gegen die andere schwenken. Besonders elegant kann die Isolierglasscheibe geschlossen werden, wenn eine Glasplatte elastisch verbogen ist, indem man die Kräfte,die die Glasplatte in ihrer gebogenen Gestalt halten, abbaut. Die gebogene Glasplatte nimmt infolge ihrer Elastizität dann selbsttätig ihre ursprüngliche Gestalt wieder an, d.h., sie federt gegen den Abstandhalter und verschließt dadurch den Zwischenraum zwischen den Glasplatten ausserordentlich rasch, so dass das eingefüllte Gas praktisch keine Gelegenheit hat, nach dem Ende des Füllvorganges wieder zu entweichen. Bei dem bekannten Verfahren ist das anders, da dort zwangsläufig eine geraume Zeit zwischen dem Ende des Füllvorganges und dem Verschließen der Bohrungen verstreicht.
- Wie anhand eines Ausführungsbeispieles noch gezeigt werden wird, kann das erfindungsgmäße Verfahren in einer herkömmlichen Isolierglasfertigungslinie durchgeführt werden, welche lediglich im Bereich der Zusammenbaustation mit verhältnismässig wenig Aufwand modifiziert werden muss. Soll ein Spalt zum Einfüllen des Gases durch spitzwinklige Anordnung der Glasplatten gebildet werden, ist es lediglich nötig, in der Zusammenbaustation, welche mit zwei einander gegenüberliegenden, abstandsveränderlichen Preßplatten ausgestattet ist, eine der vorhandenen, zum Festhalten einer Glasplatte vorzugsweise als Saugplatte ausgebildeten Preßplatten um einen entsprechenden kleinen Winkel schwenkbar zu lagem. Das Abdecken des Scheibenzwischenraums an drei Rändern, um Gasverluste beim Füllvorgang zu vermeiden, ist nicht schwer, da zwei der drei abzudeckenden Ränder für alle Glasplattenformate in der Zusammenbaustation stets die gleiche Lage haben können, so dass Abdeckelemente leicht zur Anlage an den Rändern gebracht werden können.
- Soll ein Spalt zum Einfüllen des Gases durch Biegen einer Glasplatte gebildet werden, kann man in der Preßplatte der Zusammenbaustation eine Ausnehmung vorsehen, in welcher eine Saugvorrichtung angeordnet ist, die die Glasplatte ansaugt, sie dabei gegen den als Widerlager wirkenden Rand der Ausnehmung zieht, und so zu einer Biegung der Glasplatte führt. Mit dieser modifizierten Zusammenbaustation können ohne weiteres auch Isolierglasscheiben zusammengebaut werden, die nicht mit einem von Luft verschiedenen Gas gefüllt werden sollen. Das erfindungsgemäße Verfahren erlaubt also eine ausserordentlich rationelle Arbeitsweise. In ein und derselben Fertigungslinie können in beliebiger Reihenfolge Isolierglasscheiben mit Schwergasfüllung und mit Luftfüllung hergestellt werden. Zwar gibt es Abstandhalter, die biegsam genug sind, um zusammen mit einer Glasplatte gebogen zu werden, vorzugsweise wird die Glasplatte jedoch gebogen, bevor sie mit dem Abstandhalter verbunden wird, so dass es für das Erzeugen eines Zugangs zum Innenraum der Isolierglasscheibe nicht darauf ankommt, ob und in welchem Ausmaß der jeweilige Abstandhalter biegbar ist. Diese Vorgehensweise empfiehlt sich insbesondere bei der Herstellung von am Rand verklebtem Isolierglas, welches mit Hilfe von Abstandhaltem hergestellt wird, die aus metallischen Hohlprofilstäben bestehen und an ihren beiden Flanken mit einem Klebemittel versehen sind, mit dessen Hilfe sie die beiden Glasplatten miteinander verkleben. Grundsätzlich wäre es auch möglich, beide Glastafeln zu verbiegen, um dadurch einen größeren Zugang zum Innenraum der Isolierglasscheibe zu schaffen. Es hat sich jedoch gezeigt, dass der damit verbundene erhöhte Aufwand nicht erforderlich ist. Vielmehr genügt es bereits, wenn man nur eine der Glasplatten biegt. In diesem Fall geht man am besten so vor, dass man den Abstandhalter zunächst auf die nicht zu biegende Glasplatte auflegt. Das hat den Vorteil, dass der Abstandhalter nicht auf Biegung beansprucht wird und an seinem ganzen Umfang gehalten und unterstützt ist. Danach legt man die gebogene Glasplatte an den Abstandhalter an, und weil sich die Biegung der Glasplatte auch auf ihren Rand erstreckt, bleibt dabei zwangsläufig wenigstens eine Öffnung zwischen der gebogenen Glasplatte und dem Abstandhalter frei.
- Alternativ kann man auch so vorgehen, dass man beide Glasplatten zunächst vollständig an den Abstandhalter anlegt und dann eine der beiden Glasplatten durch Biegen teilweise wieder vom Abstandhalter löst, sofem der verwendete Kleber dies erlaubt. Mit Klebern auf Butylkautschukbasis ist es möglich, wenn sie nicht zu stark verpreßt worden sind.
- Im Prinzip ist es gleichgültig, auf welche Weise die Glasplatte gebogen wird und wo die dadurch gebildeten Zugänge liegen. So könnte man z.B. daran denken, eine Glasplatte im Bereich zweier diagonal gegenüberliegender Ecken so zu verbiegen, dass ihre äußere Oberfläche dort konkav ist, die Ecken also vom Abstandhalter weggebogen sind; im Bereich der einen Ecke könnte man das Gas einfüllen und die Luft an der gegenüberliegenden Ecke absaugen oder verdrängen. Es ist auch möglich, die eine oder die andere Glasplatte längs eines ihrer Ränder abzubiegen und das Gas nahe einer Ecke einströmen und nahe der anderen Ecke an diesem Rand abzusaugen oder hinauszudrängen. Es wird jedoch bevorzugt, die jeweilige Glasplatte so zu biegen, dass ihre äußere Oberfläche konvex ist, insbesondere so, dass sie an zwei einander gegenüberliegenden Randabschnitten gebogen ist, während die dazwischen liegenden anderen Randabschnitte im wesentlichen ihre ursprüngliche Gestalt beibehalten, im Falle ebener Glasplatten also in einer Ebene liegen. Die Glasplatte erhält auf diese Weise eine Ausbauchung, welche einem Tonnengewölbe ähnlich ist, und beidseits der Ausbauchung liegen nicht verbogene Randabschnitte, mit denen ein entsprechender abschnittsweiser Kontakt mit dem Abstandhalter hergestellt wird, so dass der Zwischenraum zwischen den beiden Glasplatten bis auf zwei einander gegenüberliegende Spalte verschlossen ist, deren Gestalt dem Querschnitt einer plankonvexen Linse ähnelt.
- Man füllt die Isolierglasscheibe aufrecht oder im wesentlichen aufrecht stehend, wobei bevorzugt wird, dass die beiden Spalte zwischen der gebogenen Glasplatte und dem Abstandhalter übereinander liegen. Beim Einfüllen eines Schwergases füllt man dieses zweckmässigerweise durch den unteren Spalt ein und läßt es im Zwischenraum zwischen den beiden Glasplatten hochsteigen, wobei es die Luft aus dem Zwischenraum durch den oberen Spalt hindurch verdrängt. Um dabei das Schwergas leichter und schneller in den Bereich der unteren Ecken der Isolierglasscheibe zu leiten, besteht die Möglichkeit, den Strom des Schwergases durch entsprechende Leitelemente in einer Zuführdüse, die zum unteren Zugang der Isolierglasscheibe gebracht wird, in unterschiedliche Richtungen aufzufächern.
- Um eine Glasplatte zu biegen, könnte man daran denken, zwei ihrer einander gegenüberliegenden Ränder gegeneinander zu drücken, wodurch sich die Glasplatte ausbeult. Man könnte auch daran denken, mit liegenden Glasplatten zu arbeiten und die unterste Glasplatte nur teilweise zu unterstützen, so dass sie unter ihrem eigenen Gewicht durchhängt. Beide Möglichkeiten sind hinsichtlich ihrer praktischen Durchführung weniger günstig als die bevorzugte Verfahrensweise, wonach die jeweilige Glasplatte dadurch gebogen wird, dass sie in einem oder mehreren Teilbereichen ihrer äußeren Oberfläche angesaugt wird und zugleich abseits dieser Teilbereiche der Saugkraft entgegengerichtete Kräfte auf ihre äußere Oberfläche ausgeübt werden. Auf diese Weise kann die Glastafel bequem und lageunabhängig allein durch Angriff an ihrer äußeren Oberfläche gebogen werden. Um die bevorzugte, einem Tonnengewölbe ähnliche Gestalt der Glasplatte zu erreichen, kann man eine Wand vorsehen, welche für das Arbeiten mit ebenen Glasplatten zweckmässigerweise zum größten Teil eine ebene Oberfläche und eine streifenförmige Ausnehmung oder Lücke hat, die vorzugsweise ca. 30 cm breit ist. In dieser Ausnehmung kann man einen oder besser noch eine Reihe von relativ zur Oberfläche der Wand vor und zurück bewegbaren Saugem anordnen, welche auf die äußere Oberfläche der Glasplatte aufgesetzt werden können. Haben sie die Glasplatte angesaugt, zieht man die Sauger hinter die Oberfläche der Wand zurück. Dabei trifft die Glasplatte mit ihrer äußeren Oberfläche auf die Ränder der Ausnehmung, welche als Widerlager wirken und im Zusammenwirken mit den zurückgehenden Saugem zu einer Biegung der Glasplatte führen. Als eine Wand mit einer Ausnehmung werden auch zwei in entsprechendem Abstand nebeneinander angeordnete Wände angesehen. Es wird angestrebt, dass die streifenförmige Ausnehmung oder Lücke, in welcher die Sauger angeordnet sind, möglichst im mittleren Bereich der zu biegenden Glastafel zur Anwendung kommt.
- Vorzugsweise sind die Sauger unmittelbar aneinander angrenzend angeordnet und einzeln aktivierbar, um die Saugkraft für das Biegen optimal und an die Größe der jeweiligen Glasplatte angepaßt aufbringen zu können.
- Vorzugsweise sind die Wände mit einer Anzahl von über ihre Oberfläche verteilten Bohrungen versehen, durch die wahlweise Luft hindurchgeblasen oder angesaugt werden kann. Zum Transport der Glasplatten entlang der jeweiligen Wand bläst man Luft durch diese Bohrungen hindurch und erzeugt dadurch zwischen ihr und der Glasplatte ein Luftkissen. Zum Halten der Glasplatte vor und während des Biegevorganges saugt man Luft durch diese Bohrungen an und saugt dadurch die Glasplatte an die Wand an, wodurch sie ihr beim Biegen mit Vorteil flacher anliegt als ohne eine solche Ansaugung. Die Halterung für die zu biegende Glasplatte muss aber keineswegs eine Luftkissenwand sein. Für liegende Glasplatten könnte es ein Rollentisch sein, der zum Biegen heb- und senkbare Sauger hat. Die Halterung könnte auch ein Rahmen mit Klammem sein, die die Glasplatte am Rand ergreifen. Die Halterung könnte auch eine Anordnung von Saugem sein, deren Vorderseiten eine gemeinsame Fläche definieren, in welcher die Aussenseite der angesaugten Glasplatte liegt und bis zu welcher weitere Sauger vorschiebbar sind.
- In Anbetracht der Tatsache, dass man erfindungsgemäß zum Einfüllen des Gases und zum Absaugen des Gas-Luft-Gemisches zwischen dem Abstandhalter und einer Glasplatte eine langgestreckte Öffnung vorfindet, verwendet man zum Einfüllen des Gases mit Vorteil eine Düse mit einer entsprechend langgestreckten Mündung, welche man am Rand der Glasplatten oder am Rand einer Glasplatte und am Abstandhalter zur Anlage bringt (Ansprüche 29 und 30), so dass man einen maximalen Wirkungsgrad erzielt. Auch zum Absaugen des Gas-Luft-Gemisches kann man solch eine längliche Düse verwenden. Ein weiterer Vorteil der Verwendung einer Düse mit langgestreckter Mündung zum Zuführen des Gases liegt darin, dass man sie in mehrere Abschnitte unterteilen kann, in denen Leitelement zum Auffächern des Gasstromes in unterschiedliche Ausströmrichtungen vorgesehen sind. Das eröffnet femer die Möglichkeit, diese Abschnitte mittels gesonderter Zuleitungen getrennt mit dem Gas zu speisen und dadurch den Füllvorgang an das jeweilige Glasplattenformat optimal anzupassen. Eine weitere Anpassungsmöglichkeit ergibt sich dadurch, dass man die Leitelemente auswechselbar in der Düse anordnet.
- Eine andere vorteilhafte Möglichkeit besteht darin, in der Einrichtung zum Zuführen des Gases mehrere Düsen mit unterschiedlicher Ausströmrichtung vorzusehen, welche gesonderte Zuleitungen für das Gas haben und unabhängig voneinander versorgt werden können. Vorzugsweise sieht man zwei solche Düsen in V-förmiger Anordnung vor und dazu eine dritte Düse (nachfolgend als Hauptdüse bezeichnet), deren Ausströmrichtung zwischen den Ausströmrichtungen der V-förming angeordneten Düsen liegt und deren Mündung vorzugsweise länger ist als die Mündung der V-förmig angeordneten Düsen, am besten ungefähr so lang gewählt wird wie der Zugang zum Innenraum der Isolierglasscheibe. Um den Zugang zum Innenraum zwischen den Glasplatten möglichst gut abzuschirmen, empfiehlt es sich, die Einrichtung zum Zuführen des Gases so auszubilden, dass die verschiedenen Düsen in einer gemeinsamen, schmalen Kammer liegen, die mit einer langgestreckten Mündung, welche die Mündungen der Düsen umgibt, zur Anlage am Rand der Isolierglasscheibe gebracht werden kann. Eine solche Düse erlaubt ein sehr vorteilhaftes Verfahren zum Einleiten des Gases in Isolierglasscheiben, welche aufrecht stehen oder geneigt angeordnet sind: Am besten läßt man das Gas vom unteren Rand her zunächst durch die Hauptdüse langsam einströmen. Das Gas, welches schwerer als Luft ist, strömt aufwärts, aber auch in Richtung auf die beiden aufragenden Schenkel des Abstandhalters, erreicht dabei auch die unteren Ecken des Scheibeninnenraumes und steigt allmählich auf breiter Front hoch. Vorzugsweise leitet man das Gas zu Beginn in einer sehr geringen Menge pro Zeiteinheit ein, weil es dann besonders bereitwillig längs des unteren Randes des Scheibeninnenraumes strömt und die beiden unteren Ecken erreicht; allmählich steigert man dann den Gasdurchsatz, vorzugsweise linear. Sobald man feststellt, dass aus dem Spalt am oberen Rand der Isolierglasscheibe nicht nur Luft, sondern auch bereits etwas von dem Gas austritt, schließt man die Hauptdüse und läßt das Gas durch die V-förmig angeordneten Düsen einströmen, wodurch eine Strömung erzwungen wird, die auch in die beiden oberen Ecken des Scheibeninnenraumes führt und dort die Luft verdrängt, wobei sie einen Drall erhält. Damit die Luft durch den Drall nicht zu weit nach unten geführt, sondern durch den Spalt am oberen Rand der Isolierglasscheibe aus dem Innenraum verdrängt wird, schließt man die V-förmig angeordneten Düsen nach kurzzeitigem Öffnen wieder und öffnet erneut die Hauptdüse, welche die durch die Drehströmung aus den oberen Ecken herausbeförderte Luft nach oben hin durch den Spalt hindurch verdrängt. Der Füllvorgang wird beendet, wenn eine Meßsonde anzeigt, dass der Sauerstoffgehalt im austretenden Gasstrom einen vorgegebenen Grenzwert unterschreitet. Nach diesem Verfahren lassen sich Isolierglasscheiben nicht nur sehr schnell, sondern auch sehr vollständig füllen, wobei Turbulenzen im Scheibeninnenraum während des Füllvorganges weitgehend vermieden werden.
- Um möglichst geringe Gasverluste zu erzielen, ist die Mündung der Einrichtung zum Einleiten des Gases, ggfs. auch die Mündung einer Absaugdüse, vorzugsweise von Dichtungen umgeben, die zur Anlage an den Glastafeln undloder an dem Abstandhalter bestimmt sind.
- Verwendet man zum Absaugen des Gas-Luft-Gemisches eine Düse, dann liegt sie am besten der Einrichtung zum Einleiten des Gases gegenüber, und zwar oberhalb von ihr, wenn man mit hochkant stehenden Glasplatten arbeitet. Zur Anpassung an unterschiedliche Glasplattenformate muss die Absaugdüse dann vom Waagerechtförderer abstandsveränderlich sein. Dazu sieht man sie zweckmässigerweise auf einem Schlitten vor. Vorzugsweise ordnet man die Absaugdüse auf dem Schlitten nicht fest an, sondern verbindet sie mit dem Schlitten mittels eines Gelenkvierecks. Das macht es möglich, die Absaugdüse im Abstand von den Wänden und Saugem der Zusammenbaustation zu verschieben, indem man einen Hebel des Gelenkvierecks so anordnet, dass er eher als die Absaugdüse auf die Glasplatte auftrifft. Bei weiterbewegtem Schlitten wird dann das Gelenkviereck verzerrt und die Absaugdüse zur Wand hingezogen. Bei geeigneter Ausbildung des Gelenkvierecks erreicht die Düse die Wand in dem Augenblick, in dem sie dicht auf der der Wand anliegenden Glasplatte aufsitzt.
- Es ist allerdings keineswegs erforderlich, während des Einleitens des Gases in den Innenraum der Isolierglasscheibe die Luft daraus abzusaugen. Zur Vermeidung von Turbulenzen ist es sogar vorteilhaft, auf eine solche Absaugung zu verzichten und die Luft ausschließlich durch das Einleiten des Gases zu verdrängen. Es hat sogar Vorteile, den Austritt der Luft aus dem Innenraum der Isolierglasscheiben etwas zu behindem, indem man den Spalt, aus dem die Luft austritt, teilweise abdeckt. Dadurch wird die erwünschte Querverteilung des eingeleiteten Gases im Innenraum der Isolierglasscheibe begünstigt.
- Die Erfindung ist anwendbar auf Isolierglasscheiben aus zwei oder mehr als zwei Glasplatten. Zur Herstellung von Isolierglasscheiben, die aus drei Glasplatten bestehen, stellt man zunächst in der beschriebenen Weise eine aus zwei Glasplatten bestehende Doppelscheibe her, belegt sie mit einem weiteren Abstandhalter, legt an diesen bevorzugt eine elastisch gebogene dritte Glasplatte an und führt einen weiteren Gasfüllvorgang in der beschriebenen Weise durch.
- Die Erfindung ist nicht nur anwendbar auf ebene Glasplatten, sondern auch auf gekrümmte Glasplatten, welche z.B. für Isolierglas für Automobile benötigt werden.
- Ausführungsbeispiele der Vorrichtung sind in den beigefügten Zeichnungen schematisch dargestellt.
- Figur 1 zeigt die Vorrichtung in einer Seitenansicht,
- Figur 2 zeigt schematisch den längs der Linie II-II gelegten Schnitt durch einen Teil der Vorrichtung,
- Figur 3 zeigt als Detail den Querschnitt III-III durch einen Abschnitt der Vorrichtung mit zwei noch nicht zusammengelegten Glasplatten,
- Figur 4 zeigt eine Darstellung entsprechend der Figur 3, jedoch mit zusammengelegten Glasplatten,
- Figur 5 zeigt als Detail eine Einrichtung zum Zuführen eines Gases, nämlich eine Düse im Längsschnitt,
- Figur 6 zeigt die Draufsicht auf die in Figur 5 dargestellte Düse,
- Figur 7 zeigt den Schnitt B-B durch die in Figur 5 dargestellte Düse,
- Figur 8 zeigt den Schnitt C-C durch die in Figur 5 dargestellte Düse,
- die Figuren 9a - 9d zeigen schematisch den Einsatz der Düse beim Füllen unterschiedlich großer Isolierglasscheiben mit einem Gas,
- Figur 10 zeigt als Detail eine Ansicht von unten auf eine Düse zum Absaugen eines Luft-Gas-Gemisches aus den Isolierglasscheiben,
- Figur 11 zeigt als Detail die in Figur 10 dargestellte Absaugdüse und ihre Anordnung in einer Ausnehmung zwischen zwei Preßplatten einer Zusammenbaustation in der Vorderansicht,
- Figur 12 zeigt den Schnitt D-D durch die in Figur 11 dargestellte Absaugdüse und durch einen Schlitten, an welchem sie mittels eines Gelenkvierecks angebracht ist,
- Figur 13 zeigt eine Darstellung entsprechend der Figur 12, wobei die Absaugdüse auf einer Glasplatte sitzt,
- Figur 14 zeigt ein anderes Ausführungsbeispiel einer Einrichtung zum Einleiten des Gases in einer Seitenansicht,
- Figur 15 zeigt den Schnitt E-E durch die Einrichtung gemäß Figur 14,
- Figur 16 zeigt die Draufsicht auf die Einrichtung gemäß Figur 14,
- Figur 17 zeigt ein Diagramm über den zeitlichen Verlauf des Gasfüllvorganges,
- Figur 18 erläutert die Strömungsverhältnisse im Innenraum einer Isolierglasscheibe beim Einleiten des Gases mit einer Einrichtung gemäß den Figuren 14 bis 16,
- Figur 19 zeigt in einer Ansicht wie in Fig. 11 ein anstelle einer Absaugdüse verwendbares Abdeckelement,
- Figur 20 zeigt den Schnitt F-F durch das in Figur 19 dargestellte Abdeckelement,
- Figur 21 zeigt eine Darstellung entsprechend der Figur 20, wobei das Abdeckelement auf dem Abstandhalter sitzt,
- Figur 22 zeigt eine andere Ausführungsform der Vorrichtung zum Zusammenbauen von Isolierglas, in welcher kein Biegen einer Glasplatte erfolgt, in einer Darstellung entsprechend Fig. 1 und
- Figur 23 zeigt den Schnitt H-H durch die in Figur 22 dargestellte Vorrichtung.
- Die Fig. 1 und 2 zeigen, dass die Vorrichtung ein Untergestell 1 und darauf einen Sockel 2 hat, welcher einen waagerecht fördernden Förderer trägt, der durch eine Folge von synchron angetriebenen Rollen 3 gebildet ist. Zwischen je zwei benachbarten Rollen 3 ist ein Auflager 4 angeordnet; die Folge der Auflager 4 ist an einem Hubbalken 5 angeordnet, welcher auf und ab verstellbar ist, so dass die Auflager 4 zwischen einer Lage, in welcher sie über die Rollen 3 nach oben vorstehen, und einer Lage, in welcher sie unter die Oberseite der Rollen 3 versenkt sind, hin und her verschiebbar ist.
- Oberhalb der Rollen 3 ist eine Stützwand 6 angeordnet, welche einerseits auf dem Sockel 2 fußt und andererseits durch Streben 7 und 8, welche auf dem Untergestell 1 fußen, in einer um ungefähr 6° gegenüber der Vertikalen nach hinten geneigten Lage abgestützt ist. Die Stützwand 6 ist als Luftkissenwand ausgebildet, d.h. sie besteht aus einer Platte 9, in welcher eine Anzahl von Bohrungen verteilt ist, welchen durch ein Gebläse 10 über eine Leitung 11 Druckluft zugeführt wird.
- Am Rahmen der Stützwand 6 sind nahe bei den vier Ecken der Stützwand vier im rechten Winkel zur Stützwand 6 verlaufende Stangen 12 angeordnet, welche rechtwinklig zur Stützwand 6 durch einen druckmittelbetätigten Zylinder 13 vor und zurückschiebbar sind. Anstelle des Zylinders 13 könnte auch eine Spindel verwendet werden. Die Stangen 12 tragen an ihrem vorderen Ende eine Halterung 14, an welcher ein Rahmen mit zwei Wänden 15 und 16 befestigt ist, die parallel zur Stützwand 6 verlaufen und durch Betätigen der Druckmittelzylinder 13 in ihrem Abstand von der Stützwand 6 verändert werden können. Die Wände 15 und 16 sind ebenfalls als Luftkissenwände ausgebildet und werden deshalb durch eine weitere Leitung 17 vom Gebläse 10 mit Druckluft versorgt. Sie weisen wie die Stützwand 9 über ihre Oberfläche verteilt eine Anzahl von Bohrungen 35 auf, durch die die Gebläseluft austreten oder angesaugt werden kann. Unterhalb der Wände 15 und 16 ist ein weiterer Hubbalken 18 mit einer Anzahl von Auflagern 19 angeordnet.
- Zwischen den beiden Wänden 15 und 16 befindet sich eine ca. 30 cm breite Ausnehmung 20, welche sich über die volle Höhe der Wände senkrecht von unten nach oben erstreckt. In dieser Ausnehmung 20 ist eine Anzahl von übereinander angeordneten Saugern 21 angeordnet, welche an einem gemeinsamen, als Rohrleitung ausgebildeten Träger 22 befestigt und über eine gemeinsame Saugleitung 23 mit einem Saugaggregat verbunden sind. Der Träger 22 ist durch druckmittelbetätigte Kolben-Zylinder-Einheiten 24 mit dem Rahmen der Wände 15 und 16 verbunden. Dadurch können die Sauger 21 wenigstens bis zur Vorderseite der Wände 15 und 16 vorgeschoben und auch wieder zurückgezogen werden.
- In den Zwischenraum zwischen der Stützwand 6 und der in bezug auf die Förderrichtung 25 vorderen Wand 16 sind zwei versenkbare Anschläge 26 und 27 angeordnet, von denen einer nahe bei der Ausnehmung 20 und der andere am auslaufseitigen Ende der Wand 16 liegt. Ein Stück weit vor diesen Anschlägen befinden sich zwei Lagesensoren 28 und 29. Ein weiterer Lagesensor 30 befindet sich am Beginn der Stützwand 15.
- Im Bereich der Ausnehmung 20 befindet sich in Höhe des Förderers 3, der an dieser Stelle unterbrochen ist, eine Einrichtung 31 zum Zuführen eines Gases. Es handelt sich dabei um eine Düse 31, welche höhenverstellbar ist, um sie an den unteren Rand einer Isolierglasscheibe heranbringen zu können. Im Innern der Düse 31, die sich über die volle Länge der Ausnehmung 20 erstreckt, befinden sich auf einer auswechselbaren Leiste (Figur 7) Leitelemente 32, welche den aufwärtsgerichteten Gasstrom in unterschiedliche Richtungen auffächern. Der Düse 31 gegenüberliegend ist vor der Wand 6 eine höhenverstellbare Absaugeinrichtung 33 angeordnet, deren Antriebsaggregat aus Gründen der Übersichtlichkeit in Figur und Figur 2 nicht dargestellt ist.
- Die Düse 31 ist ein flacher Hohlkörper 36, in welchem eine langgestreckte Düsenmündung 37 ausgebildet ist. In Längsrichtung ist die Düse unterteilt in drei Abschnitte 38a, 38b und 38c, welche durch gesonderte Leitungen 39a, 39b, 39c mit Gas versorgt werden. Die Düsenmündung 37 ist von Dichtungen 44, 45 und 46 eingerahmt, und zwar längsseits von zwei streifenförmigen Dichtungen 44 und 45, welche beispielsweise aus Moosgummi bestehen können. Die Dichtung 45 steht weiter über die Düsenmündung 37 vor als die Dichtung 44 und dient zum Aufsetzen auf den Abstandhalter 41, während die Dichtung 44 zum Aufsetzen auf den unteren Rand der Glasplatte 40 dient, welche an den Wänden 15 und 16 anliegt (Fig. 7). Da der Öffnungsspalt zwischen der Glasplatte 40 und dem Abstandhalter 41 in der Draufsicht linsenförmig ist (in Fig. 4 übertrieben dargestellt), verläuft die Dichtung 44 nicht ganz geradlinig, sondem nähert sich mit ihren Enden der Dichtung 45 an, welche kürzer ist als die Dichtung 44. An den Enden der Dichtung 45 befinden sich zwei keilförmige Dichtungen 46 (siehe Fig. 8), welche mit einer zu den Wänden 15 und 16 parallelen Dichtfläche 46a an der Dichtung 44 und darüberhinaus an der Innenseite der Glasplatte 40 anliegt und die mit einer schrägen Dichtfläche 46b dem Abstandhalter 41 anliegt, der auf seiner Aussenseite meist mit einer entsprechenden Schrägfläche ausgebildet ist. Durch das Zusammenspiel dieser drei Dichtungen 44 bis 46 läßt sich die Düse 31 auch bei unterschiedlich großen und dicken Isolierglasscheiben so an deren unteren Rand anlegen, dass die spaltförmige Öffnung zum Zuführen des Gases hinreichend dicht abgeschlossen wird. Dabei kommt es einem zugute, dass durch das Biegen der Glasplatte 40 die spaltförmige Öffnung für unterschiedlich dicke und unterschiedlich große Glasplatten ungefähr die gleiche Größe hat.
- Die der Düse 31 gegenüberliegende Absaugeinrichtung 33 hat ebenfalls die Gestalt einer Düse mit langgestreckter Mündung 47, welche ebenfalls durch Dichtungen 48, 49 und 50 eingerahmt ist, von denen die den Wänden 15, 16 nächstliegende längsverlaufende Dichtung 49 zur Anlage am oberen Rand der Glasplatte 40 bestimmt ist, während die dazu parallele zweite längsverlaufende Dichtung 48 etwas weiter als die Dichtung 49 vorsteht und zur Anlage am Abstandhalter 41 bestimmt ist (siehe Fig. 13). Die an den Enden vorgesehenen Dichtungsstücke 50 stehen ebenso weit vor wie die Dichtung 48. Die Absaugeinrichtung 33 ist in der Ausnehmung 20 zwischen den beiden Wänden 15 und 16 angeordnet, und zwar so, dass die Düse vor den Saugern 21 auf und ab verfahrbar ist. In der Darstellung der Fig. 11 sind die Sauger abweichend von der Darstellung in den Figuren 1 bis 4 zu einer sich von unten nach oben erstreckenden Leiste zusammengefaßt, deren Vorderseite durch vertikal verlaufende Dichtungen 52 und durch horizontal verlaufende Dichtungen 53 in Felder unterteilt ist, in deren Mitte sich jeweils eine Saugöffnung 54 befindet. Die Düse 33 ist an Armen 55 befestigt, welche sich zu beiden Seiten der Leiste 51 nach hinten erstrecken und an zwei Hebeln 56 und 57 angelenkt sind, welche ihrerseits an einem Schlitten 58 angelenkt sind. Die Arme 55, die Hebel 56 und 57 und der Schlitten 58 bilden gemeinsam ein Gelenkviereck. Der Schlitten 58 befindet sich hinter der Leiste 51 und ist mittels einer Kette 59 auf und ab verfahrbar. Der untere Hebel 56 des Gelenkvierecks ist auf beiden Seiten der Leiste 51 über das an den Armen 55 befindliche Gelenk hinaus so weit verlängert, dass er bis vor die Vorderseite der Wände 15 und 16 vorsteht. Er ist ausserdem so tief angeordnet, dass er sich mit seiner Unterseite unterhalb der Düsenmündung 47 befindet, solange die Düse der Glasplatte 40 noch nicht aufsitzt.
- Von der Düse 33 führt ein Kanal 60 zur Saugseite eines nicht dargestellten Gebläses.
- Die Vorrichtung arbeitet wie folgt:
- Bei abgesenkten Hubbalken 5 und 18 wird eine Glasplatte 40 auf den Rollen 3 stehend und gegen die Stützwand 6 gelehnt in die Vorrichtung hereintransportiert. Die Lage und Länge der Glasplatte 40 wird aufeinanderfolgend durch die Sensoren 30, 28 und 29 erfaßt. Handelt es sich um eine lange Glasplatte, wird sie am Anschlag 27 gestoppt. Handelt es sich um eine Glasplatte, die so kurz ist, dass ihr hinterer Rand nicht mehr im Bereich der Wand 15 liegen würde, wenn sie durch den Anschlag 27 gestoppt würde, so wird sie vor dem Anschlag 26 angehalten. Dadurch ist sichergestellt, dass die Glasplatte, wenn sie zur Ruhe gekommen ist, die Ausnehmung 20 auf voller Länge überdeckt.
- Nun wird der Hubbalken 3 nach oben bewegt und dadurch die Glasplatte 40 von den Rollen 3 abgehoben. Nunmehr werden die Wände 15 und 16 gemeinsam der Glasplatte 40 angenähert und die Glasplatte angesaugt, indem durch die Bohrungen 35 in den Wänden 15 und 16 Luft angesaugt wird. Ist die Glasplatte 40 auf diese Weise angesaugt, wird sie zusammen mit den Wänden 15 und 16 zurückbewegt. Sie hängt nun an den Wänden 15 und 16 und wird am unteren Rand durch die inzwischen angehobenen Auflager 19 unterstützt. Nunmehr werden die Sauger 21 aktiviert: Sie saugen die Glasplatte 40 im Bereich der Ausnehmung 20 zusätzlich an. Haben sich die Sauger 21 auf der äußeren Oberfläche der Glasplatte 40 festgesaugt, bewegen sie sich ein Stück weit, vorzugsweise um ca. 2 mm zurück und erzeugen dadurch eine Durchbiegung der Glasplatte 40, welche sich in erster Linie im Bereich der Ausnehmung 20 auswirkt.
- Währenddessen werden die Auflager 4 abgesenkt und auf den Rollen 3 wird eine weitere, gleich große, jedoch mit einem Abstandhalter 41 belegte Glasplatte 42 herangefördert, deckungsgleich zur Glasplatte 40 positioniert und durch die Auflager 4 von den Rollen 3 abgehoben. Der Abstandhalter 41 ist beidseits mit einem Klebemittel beschichtet.
- Nunmehr werden die Wände 15 und 16 gemeinsam der Wand 6 angenähert, bis die Glasplatte 40 (in der Sprache der Patentansprüche ist es die "zweite" Glasplatte) zur Anlage am Abstandhalter 41 gelangt. Dadurch wird der Zwischenraum zwischen den beiden Glasplatten 40 und 42 geschlossen bis auf zwei spaltförmige Öffnungen 43 am oberen und unteren Rand der Glasplatte 40. Nunmehr wird die untere Öffnung 43 durch die Düse 31 abgedeckt (Figuren 7 und 8) und von oben her wird die Absaugeinrichtung 33 abgesenkt. Dabei bewegt sie sich zunächst in einigem Abstand vor den Saugern 21 nach unten. Sobald jedoch die beiden Hebel 56 auf den oberen Rand der Glasplatte 40 treffen, werden die Hebel 56 und 57 bei weitergehender Abwärtsbewegung des Schlittens 58 nach oben verschwenkt und ziehen dadurch die Absaugeinrichtung 33 gegen die Sauger 21. Die Anordnung ist so getroffen, dass die Dichtung 49 auf jeden Fall auf den oberen Rand der Glasplatte 40 auftrifft, was sich ohne weiteres verwirklichen läßt, da dieser Rand unabhängig von der Größe und Dicke der Glasplatte 40 stets an den Saugern 21 anliegt und sich damit in vorbestimmter Lage befindet.
- Nunmehr wird von unten ein Schwergas in den Innenraum zwischen den beiden Glasplatten 40 und 42 eingeführt, während gleichzeitig von oben eine Absaugung stattfindet. Dabei kann abhängig vom Format der Isolierglasscheibe der Füllvorgang unterschiedlich ablaufen. Einige Beispiele sind in den Figuren 9a bis 9d dargestellt. In Figur 9a wird eine Isolierglasscheibe gefüllt, welche relativ kleinformatig ist. Diese Scheibe wird gegen den inneren Anschlag 26 positioniert und über den mittleren und den rechten Abschnitt 38b und 38c der Düse 31 gefüllt. Diese Arbeitsweise wird bevorzugt für Isolierglasscheiben mit bis zu 2 m Länge. Fig. 9b zeigt das Füllen einer schmaleren Isolierglasscheibe, deren Länge nicht mehr als ungefähr 2 m beträgt und die deshalb ebenfalls gegen den inneren Anschlag 26 (Fig. 2) positioniert wird. Eine solche Isolierglasscheibe kann allein durch den rechten Abschnitt 38c der Düse 31 hinreichend schnell und gleichmässig gefüllt werden. Figur 9c zeigt das Füllen einer großen Isolierglasscheibe, welche gegen den äußeren Anschlag 27 (Fig.2) positioniert wird. Bei ihr kommt die Düse 31 im mittleren Bereich zur Anwendung und das Gas wird durch alle drei Abschnitte 38a, 38b und 38c zugeführt. Diese Arbeitsweise eignet sich für Isolierglasscheiben, die länger als 2 m und nicht zu niedrig sind. Entsprechend lange, aber niedrigere Isolierglasscheiben füllt man zweckmässigerweise, wie in Fig. 9d dargestellt, durch den rechten und linken Abschnitt der Düse 31, während der mittlere Abschnitt 38b verschlossen bleibt.
- Ist der Innenraum zwischen den Glasplatten 40 und 42 hinreichend mit dem Schwergas gefüllt, werden die Düse 31 und die Absaugeinrichtung 33 vom Rand der Isolierglasscheibe entfernt und gleichzeitig die Sauger 21 drucklos gemacht, so dass die Glasplatte 40 plötzlich gegen den Abstandhalter 41 federt und die Isolierglasscheibe sehr rasch dicht verschließt. Durch Betätigen der Druckmittelzylinder 13 werden nunmehr die Wände 15 und 16 gegen die Stützwand 6 gepreßt und dadurch die Isolierglasscheibe in an sich bekannter Weise auf ihre Solldicke verpreßt.
- Nach dem Öffnen der Presse werden die Auflager 4 und 19 abgesenkt und die verpreßte Isolierglasscheibe wird auf den Rollen 3 abgefördert.
- In den weiteren Ausführungsbeispielen sind Teile, die Teilen im ersten Ausführungsbeispiel entsprechend oder ihnen gleich sind, mit übereinstimmenden Bezugszahlen bezeichnet. Bei der Beschreibung der nachstehenden Ausführungsbeispiele kann deshalb zur Vermeidung von Wiederholungen auf das erste Ausführungsbeispiel verwiesen werden.
- Die in den Figuren 14, 15 und 16 dargestellte Einrichtung 31 zum Einleiten des Gases in den Innenraum der Isolierglasscheibe unterscheidet sich von der in den Figuren 5 bis 8 dargestellten Einrichtung darin, dass sie neben einer Düse 61 mit einer sehr langgestreckten Mündung 61a zwei weitere Düsen 62 und 63 hat, die auch langgestreckte Mündungen 62a und 63a haben, aber wesentlich kürzer sind als die Düse 61, welche die Hauptdüse darstellt. Während die Hauptdüse 61 eine im wesentlichen nach oben gerichtete Ausströmrichtung hat, sind die beiden kürzeren Düsen 62 und 63 annähernd in entgegengesetzte Richtungen schräg zur Seite, d.h. gegen die nach oben verlaufenden Schenkel des Abstandhalters gerichtet, wenn die Einrichtung 31 am unteren Rand einer Isolierglasscheibe anliegt, wie es in den Figuren 15 und 18 dargestellt ist. Die beiden Düsen 62 und 63 bilden mithin eine V-förmige Anordnung, wobei der Öffnungswinkel des V groß sein soll, vorzugsweise größer als 120°, insbesondere ungefähr 150°, um auch in schmalen Isolierglasscheiben mit großer Länge und geringer Höhe eine Strömung erzwingen zu können, welche die beiden oberen Ecken des Scheibeninnenraumes erreicht.
- Die drei Düsen 61, 62 und 63 sind in einer flachen Kammer 67 mit langgestreckter Mündung angeordnet, deren Umriß der in Fig. 6 dargestellten Einrichtung entspricht und in entsprechender Weise durch Dichtungen 44, 45 und 46 eingerahmt ist, mit denen die Einrichtung zur Anlage am unteren Rand der Isolierglasscheibe gebracht wird (siehe Fig. 15).
- Mit einer solchen Einrichtung erfolgt das Einleiten des Gases in den Innenraum der Isolierglasscheibe vorzugsweise folgendermaßen: Durch einen am unteren Rand der Isolierglasscheibe vorgesehenen Spalt wird zunächst durch die Hauptdüse 61 auf breiter Front Gas, welches schwerer ist als Luft, in den Innenraum der Isolierglasscheibe eingeleitet, und zwar zunächst mit geringem Durchsatz, damit sich das Gas längs des unteren Randes der Isolierglasscheibe bis in die beiden unteren Ecken des Innenraumes ausbreiten kann. Der Durchsatz des Gases wird dann stetig erhöht, wobei sich eine nach oben steigende Front des Schwergases ausbildet, welche die Luft aus dem Innenraum durch eine am oberen Rand der Isolierglasscheibe vorgesehene spaltförmige Öffnung verdrängt. In Figur 18 ist durch eine Schar von Linien 68 dargestellt, wie die Front des Gases von unten nach oben fortschreitet. Erreicht sie den Spalt am oberen Rand der Isolierglasscheibe, dann schließt man die Hauptdüse 61 und öffnet stattdessen die V-förmig angeordneten Düsen 63 und 62, wodurch - wie durch die Linien 69 angedeutet ist - einne die beiden oberen Ecken des Scheibeninnenraumes erreichende Strömung erzwungen wird, welche im Bereich der oberen Ecken umgelenkt wird und einen Drall erhält, wodurch die Luft aus dem oberen Bereich der Ecken herausgespült wird. Damit die Luft den Scheibeninnenraum durch den am oberen Rand der Isolierglasscheibe befindlichen Spalt verläßt, anstatt durch die sich ausbildende Drehströmung im Scheibeninnenraum verteilt zu werden, läßt man das Gas aus den V-förmigen Düsen 62 und 63 nur kurzzeitig ausströmen und öffnet dann wieder die Hauptdüse 61, um durch die von ihr ausgehende, aufwärts gerichtete Strömung die Luft, die durch die Einwirkung der V-förmig angeordneten Düsen 62 und 63 aus dem Bereich der beiden oberen Ecken herausgespült worden ist, aus dem Scheibeninnenraum zu verdrängen. Auf diese Weise lassen sich Isolierglasscheiben sehr rasch und mit geringem Restgehalt von Luft mit einem von Luft verschiedenen Gas füllen.
- Figur 17 zeigt, wie man zweckmässigerweise den Füllvorgang mit der Hauptdüse 61 ablaufen läßt: Man beginnt mit einem niedrigen Gasdurchsatz, der um so niedriger sein und um so länger beibehalten werden sollte, je länger die zu füllende Isolierglasscheibe ist, damit das schwere Gas längs des unteren Scheibenrandes bis zu den beiden unteren Ecken des Scheibeninnenraumes fließen kann, bevor dann der Durchsatz bis zu einem Maximalwert gesteigert wird, der jedoch so niedrig gewählt wird, dass Turbulenzen im Scheibeninnenraum weitgehend vermieden werden. Demgemäß gilt die rechte Kurve in Fig. 17 für längere, die linke Kurve für kürzere Isolierglasscheiben.
- Die Figuren 19 bis 21 zeigen ein Abdeckelement zum teilweisen Abdecken des am oberen Rand der Isolierglasscheibe gebildeten Spaltes während des Füllvorganges. Dieses Abdeckelement 70 kann mit Vorteil anstelle der in den Figuren 10 bis 13 dargestellten Absaugdüse verwendet werden und ist wie diese an einem auf und ab verfahrbaren Schlitten 58 befestigt. Bei dem Abdeckelement 70 handelt es sich um eine Platte, welche im wesentlichen vertikal vor der Saugleiste 51 zwischen den Wänden 15 und 16 angeordnet und um eine waagerechte Achse 71 schwenkbar am Schlitten 58 gelagert ist. Das Abdeckelement 70 ist in seinem oberen Bereich an der Rückseite mit einer Dichtung 72 und an seinem unteren Rand mit einer Dichtung 73 versehen, welche beim Absenken des Schlittens 58 auf den Abstandhalter 41 der Isolierglasscheibe stößt und dadurch das Abdeckelement 70 anhebt, bis es mit seiner oberen Dichtung 72 zur Anlage an der Saugleiste 51 gelangt. Aus dem Spalt 74 auftretende Luft kann deshalb nicht ungehindert nach oben abströmen, sondern wird zur Seite umgelenkt und muss zum rechten und linken Rand des Abdeckelementes 70 strömen, bevor sie ins Freie gelangt. Durch diese Behinderung des Luftaustritts wird das Ausbilden einer Querströmung im Scheibeninnenraum in erwünschter Weise begünstigt.
- In das Abdeckelement 70 ist eine enge Leitung 75 integriert, durch welche ein kleiner Teil der aus dem Spalt 74 austretenden Luft bzw. Luft/Gas-Mischung abgesaugt und einem Sensor zugeführt werden kann, der den Sauerstoffgehalt mißt und damit eine Aussage ermöglicht, wie groß der Restgehalt an Luft in der Scheibe noch ist.
- Die in den Figuren 22 und 23 dargestellte Vorrichtung stimmt in zahlreichen Elementen mit der in den Figuren 3 bis 4 dargestellten Vorrichtung überein, so dass insoweit auf die dortige Beschreibung Bezug genommen werden kann. Die in den Figuren 22 und 23 dargestellte Vorrichtung unterscheidet sich von der in den Figuren 1 bis 4 dargestellten Vorrichtung darin, dass in ihr keine Glasplatte gebogen wird. Demgemäß fehlen die Sauger 21 und statt zwei durch eine Lücke 20 getrennten Wänden 15 und 16 liegt der Stützwand 6 nur eine als Luftkissenwand ausgebildete Wand 15 gegenüber, welche um eine Achse 76, welche in der Draufsicht gemäß Fig. 23 am rechten Ende der Wand 15 angeordnet ist und parallel zur Vorderseite der Wand 15 in einer senkrechten Ebene verläuft, um einen geringen Winkel schwenkbar ist. Darüberhinaus kann die Wand 15 wie anhand der Fig. 1 beschrieben parallel zur Stützwand 6 verschoben werden.
- Die Vorrichtung arbeitet folgendermaßen:
- Bei parallel zueinander ausgerichteten Wänden 6 und 15 wird auf den Rollen 3 eine Glasplatte 40 herangefördert, gegen den Anschlag 27 positioniert, von der Luftkissenwand 15 angesaugt und durch Parallelverschieben der Luftkissenwand 15 von der Stützwand 6 abgehoben. Anschließend wird auf den Rollen 3 eine weitere, mit einem Abstandhalter 41 belegte Glasplatte 42 herangefördert und gegen den Anschlag 27 positioniert. Die Luftkissenwand 15 wird um die Achse 76 um einen kleinen Winkel verschwenkt, so dass zwischen der Stützwand 6 und der Wand 15 ein spitzer Winkel besteht. Dann wird die Wand 15 durch Parallelverschiebung der Stützwand 6 angenähert, bis die Glasplatte 40 den in der Draufsicht gemäß Fig. 23 rechten Schenkel des Abstandhalters 41 erreicht. Es besteht dann zwischen der Glasplatte 40 und dem oberen und unteren Schenkel des Abstandhalters ein keilförmiger Spalt, welcher in Fig. 23 übertrieben dargestellt ist, und zwischen der Glasplatte 40 und dem in der Draufsicht linken Schenkel des Abstandhalters 41 besteht ein schmaler, rechteckiger Spalt, welcher nur etwa 2 mm breit ist. Zum Füllen des Innenraums der Isolierglasscheibe kann man den oberen und den unteren keilförmigen Spalt abdecken, beispielsweise durch eine mit Schaumgummi belegte Leiste oder durch einen hochfesten, flexiblen, aufblasbaren Schlauch 77 bzw. 78, welche verschiebbar sind. Den Spalt am linken Rand der Isolierglasscheibe deckt man im unteren Bereich durch eine Einrichtung 31 zum Zuführen des Gases ab, welches unten in den Innenraum der Isolierglasscheibe eingeleitet wird und die Luft aus einem oben liegenden, nicht abgedeckten Abschnitt des Öffnungsspaltes verdrängt. Nach dem Füllvorgang wird die Wand 15 gegen die Stützwand 6 verschwenkt, bis sie dieser parallel ist. Dadurch wird die Isolierglasscheibe geschlossen; sie kann nach einem Zurückbewegen der Wand 15 auf den Rollen 3 stehend abgefördert werden.
Claims (37)
- Verfahren zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten (40, 42), die längs ihrer Ränder durch einen rahmenförmigen Abstandhalter auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist, durch- beidseitiges Verbinden des Abstandhalters (41) mit den beiden Glasplatten (40, 42) eines Glasplattenpaares zunächst nur auf einem Teil seiner Länge, so dass zwischen dem Abstandhalter (41) und wenigstens einer der Glasplatten (40, 42) mindestens ein Zugang zum Innenraum zwischen den Glasplatten (40, 42) besteht,- Einleiten des Gases in den Innenraum durch einen solchen Zugang, während die Glasplatten (40 ,42) aufrecht stehend oder im wesentlichen aufrecht angeordnet sind und- Verschließen eines jeden Zugangs durch beidseitiges Verbinden der restlichen Länge des Abstandhalters (41) mit den beiden Glasplatten (40 ,42),wobei während des Einleitens des Gases das Ausströmen des Gases aus dem Innenraum der Isolierglasscheiben behindert wird.
- Verfahren zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten (40, 42), die längs ihrer Ränder durch einen rahmenförmigen Abstandhalter auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist, durch- beidseitiges Verbinden des Abstandhalters (41) mit den beiden Glasplatten (40, 42) eines Glasplattenpaares zunächst nur auf einem Teil seiner Länge, so dass zwischen dem Abstandhalter (4) und wenigstens einer der Glasplatten (40, 42) mindestens ein Zugang zum Innenraum zwischen den Glasplatten (40, 42) besteht,- Einleiten des Gases in den Innenraum durch einen solchen Zugang während die Glasplatten (40 ,42) aufrecht stehend oder im wesentlichen aufrecht angeordnet sind, und- Verschließen eines jeden Zugangs durch beidseitiges Verbinden der restlichen Länge des Abstandhalters (41) mit den beiden Glasplatten (40, 42), wobei folgende Schrittfolge eingehalten wird:- Anbringen des Abstandhalters (41) an der einen Glasplatte (nachfolgend als die "erste" Glasplatte 42 bezeichnet),- elastisches Biegen wenigstens einer der Glasplatten in einem Bereich, der wenigstens einen Randabschnitt der Glasplatte (40) umfaßt,- Anbringen des Abstandhalters (41) an der anderen Glasplatte (nachfolgend als die "zweite" Glasplatte 40 bezeichnet), wobei wegen der aufrechterhaltenen Biegung mindestens ein Zugang zum Innenraum zwischen den Glasplatten (40, 42) offen bleibt,- Einleiten des Gases in den Innenraum durch einen so geschaffenen Zugang, und- Verschließen eines jeden Zugangs durch Aufheben der elastischen Biegung.
- Verfahren zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten (40, 42), die längs ihrer Ränder durch einen rahmenförmigen Abstandhalter auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist, durch- beidseitiges Verbinden des Abstandhalters (41) mit den beiden Glasplatten (40, 42) eines Glasplattenpaares zunächst nur auf einem Teil seiner Länge, so dass zwischen dem Abstandhalter (41) und wenigstens einer der Glasplatten (40, 42) mindestens ein Zugang zum Innenraum zwischen den Glasplatten (40, 42) besteht,- Einleiten des Gases in den Innenraum durch einen solchen Zugang während die Glasplatten (40 , 42) aufrecht stehend oder im wesentlichen aufrecht angeordnet sind, und- Verschließen eines jedes Zugangs durch beidseitiges Verbinden der restlichen Länge des Abstandhalters (41) mit den beiden Glasplatten (40, 42), wobei folgende Schrittfolge eingehalten wird;- Anbringen des Abstandhalters (41) an der einen Glasplatte (nachfolgend als die "erste" Glasplatte 42 bezeichnet) und dann an der anderen Glasplatte (nachfolgend als die "zweite" Glasplatte 40 bezeichnet),- Schaffen wenigstens eines Zugangs zum Innenraum zwischen den Glasplatten (40, 42) durch elastisches Biegen wenigstens einer der Glasplatten in einem Bereich, der wenigstens einen Randabschnitt der Glasplatte (40) umfaßt,- Einleiten des Gases in den Innenraum durch einen so geschaffenen Zugang, und- Verschließen eines jeden Zugangs durch Aufheben der elastischen Biegung.
- Verfahren nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass nur eine der beiden Glasplatten (40, 42) gebogen wird.
- Verfahren nach Anspruch 2 und 4, dadurch gekennzeichnet, dass nur die zweite Glasplatte (40) gebogen wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die zweite Glasplatte (40) gebogen wird, bevor sie mit dem Abstandhalter (41) verbunden wird.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Zugänge zum Innerraum zwischen den beiden Glasplatten (40, 42) während der Dauer des Einleitens des Gases and den Rändern der Glasplatten (40, 42) wenigstens teilweise abgedichtet werden.
- Verfahren nach Anspruch 1 zum Zusammenbauen rechteckiger Isolierglasscheiben, dadurch gekennzeichnet, dass der Abstandhalter (41) mit der einen Glasplatte (42) längs aller vier Ränder und mit der anderen Glasplatte (40), welche mit jener einen Glasplatte (42) einen sehr kleinen Winkel einschließt, zunächst nur längs eines der vier Ränder verbunden wird, und dass die beiden Glasplatten (40, 42) nach dem Einleiten des Gases zum Verschließen des Innenraumes gegeneinander verschwenkt werden.
- Verfahren zum Zusammenbauen rechteckiger Isolierglasscheiben nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die jeweilige Glasplatte an zwei Ecken abgebogen wird.
- Verfahren zum Zusammenbauen rechteckiger Isolierglasscheiben nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) an zwei einander gegenüberliegenden Randabschnitten gebogen wird.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) parallel zu einem ihrer Ränder abgebogen wird.
- Verfahren nach einem der Ansprüche 1 bis 7 oder 10 oder 11, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) so gebogen wird, dass ihre äußere Oberfläche konvex ist.
- Verfahren nach Anspruch 12, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) in einem streifenförmigen Teilbereich, welcher sich mit Abstand von ihren Ecken von einem Randabschnitt zum gegenüberliegenden Randabschnitt der Glasplatte (40) erstreckt, gebogen wird.
- Verfahren nach einem der Ansprüche 1 bis 7 oder 9 bis 13, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) dadurch gebogen wird, dass sie in einem oder mehreren Teilbereichen ihrer äußeren Oberfläche angesaugt wird und zugleich abseits dieser Teilbereiche der Saugkraft entgegengerichtete Kräfte auf ihre äußere Oberfläche ausgeübt werden.
- Verfahren nach Anspruch 14, dadurch gekennzeichnet, dass die jeweilige Glasplatte (40) in einem streifenförmigen Teilbereich ihrer äußeren Oberfläche angesaugt wird, welcher sich - vorzugsweise geradlinig - von einem Randabschnitt zum gegenüberliegenden Randabschnitt der Glasplatte (40) erstreckt.
- Verfahren nach Anspruch 11 und 15, dadurch gekennzeichnet, dass die der Saugkraft entgegengerichteten Kräfte ausserhalb eines ungefähr 30 cm breiten Streifens auf die äußere Oberfläche der jeweils zu biegenden Glasplatte (40) aufgebracht werden, und dass dieser Streifen an einem der Ränder der Glasplatte liegt.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass das Gas von unten her eingeleitet wird und die Luft nach oben hin verdrängt.
- Vorrichtung zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten (40, 42), die aufrecht oder im wesentlichen aufrecht stehend angeordnet und längs ihrer Ränder durch einen rahmenförmigen Abstandhalter (41) auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist, mit einem waagerecht fördernden Förderer (3) für die Glasplatten (40, 42), mit einer Stützeinrichtung (6) zum Abstützen der auf dem Förderer (3) geförderten Glasplatten (40, 42),mit einer zur Stützeinrichtung (6) parallelen und abstandsveränderlichen Halterung (15, 16, 35) zum Festhalten einer der Glasplatten (40) im Abstand von aer anderen Glasplatte (42), wobei an der Halterung (15, 16, 35) zur Anlage an der Aussenseite der einen Glasplatte (40) bestimmte Positioniermittel eine Positionierfläche für die Glasplatte (40) definieren, welche nachfolgend als die "Vorderseite" der Halterung (15, 16, 35) bezeichnet wird,und mit Mitteln (12, 13, 14) zum Verändern des Abstands zwischen der Halterung (15, 16, 35) und der Stützeinrichtung (6),wobei die Halterung (15) und die Stützeinrichtung (6) relativ zueinander zwischen einer ersten Endlage, in der sie parallel zueinander liegen, und einer zweiten Endlage verschwenkbar sind, in welcher sie einen spitzen Winkel miteinander einschließen,und eine Einrichtung (31) zum Zuführen des Gases in den Bereich zwischen der Halterung (15) und der Stützeinrichtung (6) vorgesehen ist, dadurch gekennzeichnet, dass Abdeckelemente zum Abdecken von Zugängen zum Innenraum zwischen den beiden Glasplatten (40, 42) an deren Rändern vorgesehen sind.
- Vorrichtung zum Zusammenbauen von Isolierglasscheiben, deren Innenraum zwischen Paaren von Glasplatten (40, 42), die aufrecht oder im wesentlichen aufrecht stehend angeordnet und längs ihrer Ränder durch einen rahmenförmigen Abstandhalter (41) auf Abstand voneinander gehalten und miteinander verklebt sind, mit einem Schwergas gefüllt ist,mit einem waagerecht fördernden Förderer (3) für die Glasplatten (40, 42), mit einer Stutzeinrichtung (6) zum Abstützen der auf dem Förderer (3) geförderten Glasplatten (40, 42) undmit einer zur Stützeinrichtung (6) parallelen und abstandsveränderlichen Halterung (15, 16, 35) zum Festhalten einer der Glasplatten (40) im Abstand von der anderen Glasplatte (42), wobei an der Halterung (15, 16, 35) zur Anlage an der Aussenseite der einen Glasplatte (40) bestimmte Positioniermittel eine Positionierfläche für die Glasplatte (40) definieren, welche nachfolgend als die "Vorderseite" der Halterung (15, 16, 35) bezeichnet wird,und mit Mitteln (12, 13, 14) zum Verändern des Abstands zwischen der Halterung (15, 16, 35) und der Stützeinrichtung (6),dadurch gekennzeichnet,dass der Halterung (15, 16, 35) wenigstens ein bis zu seiner Vorderseite vorschiebbarer und hinter seine Vorderseite zurückziehbarer, gegen die Stützeinrichtung (6) gerichteter Sauger (21) zugeordnet ist,und dass eine Einrichtung (31) zum Zuführen des Gases vorgesehen ist.
- Vorrichtung nach Anspruch 18 oder 19, dadurch gekennzeichnet, dass die Halterung (15, 16, 35) eine Wand (15, 16) mit Haltemitteln (35) zum Festhalten der einen Glasplatte (40) ist, und dass die Wand (15, 16) eine Ausnehmung hat oder durch eine Ausnehmung (20) in zwei Abschnitte (15 und 16) unterteilt ist, und dass der eine oder die mehreren Sauger (21) in der Ausnehmung (20) angeordnet sind.
- Vorrichtung nach Anspruch 18, 19 oder 20, dadurch gekennzeichnet, dass für das Arbeiten mit hochkant stehenden Glasplattten (40, 42) die Stützeinrichtung (6) sich oberhalb des Förderers (3) erstreckt und zum Abstützen der auf dem Förderer (3) stehenden Glasplatten (40, 42) ein wenig nach hinten geneigt ist,
und dass die Einrichtung (31) zum Zuführen des Gases in Höhe des Förderers (3) oder oberhalb des Förderers (3) in veränderlichem Abstand vom Förderer (3) angeordnet ist. - Vorrichtung nach Anspruch 18, 19 oder 20, dadurch gekennzeichnet, dass die Haltemittel der Wand (15, 16) Saugeinrichtungen (10, 35) sind.
- Vorrichtung nach Anspruch 18, 19 oder 20, dadurch gekennzeichnet, dass der Einrichtung (31) zum Zuführen des Gases in veränderlichem Abstand eine Absaugeinrichtung (33) gegenürlediegt.
- Vorrichtung nach Anspruch 20, dadurch gekennzeichnet, dass in der Ausnehmung (20) der Wand (15, 16) eine Reihe von mehreren Saugern (21) angeordnet ist.
- Vorrichtung nach Anspruch 24, dadurch gekennzeichnet, dass die Sauger (21) einzeln oder in Gruppen aktivierbar sind.
- Vorrichtung nach einem der Ansprüche 18 bis 25, dadurch gekennzeichnet, dass die Stützeinrichtung (6) eine Luftkissenwand ist, durch deren Öffnungen (35) die Luft wahlweise geblasen oder angesaugt werden kann.
- Vorrichtung nach Anspruch 18 oder 19, dadurch gekennzeichnet, dass die Einrichtung (31) zum Zuführen des Gases Leitelement (32) zum Auffächern des Gasstroms in unterschiedliche Richtungen hat.
- Vorrichtung nach Anspruch 18, 19 oder 27, dadurch gekennzeichnet, dass die Einrichtung (31) zum Zuführen des Gases eine langgestreckte Mündung (37) aufweist, welche zum Anlegen am Rand der Glasplatten (40, 42) oder am Rand einer Glasplatte (40) und am Abstandhalter (41) bestimmt ist.
- Vorrichtung nach Anspruch 23, dadurch gekennzeichnet, dass die Absaugeinrichtung (33) eine langgestreckte Mündung (47) aufweist, welche zum Anlegen am Rand der Glasplatten (40, 42) oder am Rand einer Glasplatte (40) und am Abstandhalter (41) bestimmt ist.
- Vorrichtung nach Anspruch 27 und 28, dadurch gekennzeichnet, dass die Mündung (37) der Einrichtung (31) zum Zuführen des Gases in mehrere, vorzugsweise in drei Abschnitte (38a, 38b, 38c) unterteilt ist, in denen die Leitelemente (32) unterschiedlich orientiert sind und die wahlweise getrennt mittels gesonderter Zuleitungen (39a, 39b, 39c) mit dem Gas gespeist werden können.
- Vorrichtung nach Anspruch 28 oder 29, dadurch gekennzeichnet, dass die Mündung (37, 47) der Einrichtung (31, 33) zum Zuführen bzw. Absaugen des Gases von einer oder mehreren Dichtungen (44,45,46; 48, 49, 50) umgeben ist.
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, dass die Sauger (21) um ca. 2 mm hinter die Vorderseite der Halterung (15, 16) zurückziehbar sind.
- Vorrichtung nach Anspruch 18, 19 oder 20, dadurch gekennzeichnet, dass zur Behinderung des Ausströmens von Gas aus dem Innenraum zwischen den Glasplatten (40, 42) der Einrichtung (31) zum Zuführen des Gases in veränderlichem Abstand ein Abdeckelement (70) gegenüberliegt.
- Verfahren nach Anspruch 17, dadurch gekennzeichnet, dass das Gas am unteren Rand der Glasplatten (40, 42) in den Innenraum eingeleitet wird, und zwar zunächst mit einer i.w. gegen den oberen Schenkel des Abstandhalters (41) gerichteten Strömung, dann von einem späteren Zeitpunkt ab für eine kurze Zeitspanne mit einer schräg nach oben gegen die beiden aufragenden Schenkel des Abstandhalters (41) gerichteten Strömung, und danach nochmals mit einer gegen den oberen Schenkel des Abstandhalters (41) gerichteten Strömung, und dass die Luft aus einem am oberen Rand befindlichen Spalt (74) verdrängt wird, welcher bevorzugt über dem am unteren Rand gebildeten Zugang liegt.
- Verfahren nach Anspruch 34, dadurch gekennzeichnet, dass als der spätere Zeitpunkt jener Zeitpunkt gewählt wird, an welchem am oberen Rand der Glasplatten (40, 42) ein Austreten des unten eingeleiteten Gases festgestellt wird.
- Verfahren nach einem der Ansprüche 1 bis 17 oder 34 und 35, dadurch gekennzeichnet, dass die pro Zeiteinheit eingeleitete Menge des Gases währen des Füllvorgangs gesteigert wird.
- Verfahren nach einem der Ansprüche 2 bis 17 oder 34 bis 36, dadurch gekennzeichnet, dass das Ausströmen des Gases aus dem Innenraum behindert wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89905079T ATE68238T1 (de) | 1988-05-04 | 1989-05-04 | Verfahren und vorrichtung zum fuellen von isolierglasscheiben mit einem schwergas. |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3815139 | 1988-05-04 | ||
| DE3815139 | 1988-05-04 | ||
| DE3832836 | 1988-09-28 | ||
| DE3832836 | 1988-09-28 | ||
| PCT/EP1989/000493 WO1989011021A1 (en) | 1988-05-04 | 1989-05-04 | Process and device for filling insulating glass panes with a heavy gas |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0406325A1 EP0406325A1 (de) | 1991-01-09 |
| EP0406325B1 EP0406325B1 (de) | 1991-10-09 |
| EP0406325B2 true EP0406325B2 (de) | 1997-07-16 |
Family
ID=25867731
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89905079A Expired - Lifetime EP0406325B2 (de) | 1988-05-04 | 1989-05-04 | Verfahren und vorrichtung zum füllen von isolierglasscheiben mit einem schwergas |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US5366574A (de) |
| EP (1) | EP0406325B2 (de) |
| DE (1) | DE58900360D1 (de) |
| WO (1) | WO1989011021A1 (de) |
Families Citing this family (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT408982B (de) * | 1990-02-28 | 2002-04-25 | Lisec Peter | Verfahren zum füllen des innenraumes von isolierglasscheiben mit gas |
| DE4100697C3 (de) * | 1990-02-28 | 1999-07-15 | Peter Lisec | Verfahren und Vorrichtung zum Füllen des Innenraumes von Isolierglasscheibenrohlingen mit Gas |
| DE4022185A1 (de) * | 1990-07-13 | 1992-01-16 | Lenhardt Maschinenbau | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefuellt sind |
| GB9022917D0 (en) * | 1990-10-22 | 1990-12-05 | Willian Design Ltd | Apparatus for turning a sheet-like workpiece |
| EP0498787A3 (en) * | 1991-02-04 | 1992-10-14 | Peter Lisec | Method and device for manufacturing insulating glazing units |
| DE4231424C2 (de) * | 1992-09-19 | 1998-04-09 | Lenhardt Maschinenbau | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben, deren Glastafeln durch einen plastischen Abstandhalter auf Abstand gehalten und miteinander verklebt sind |
| DE9302744U1 (de) * | 1992-12-18 | 1994-05-19 | Lisec Peter | Vorrichtung zum Füllen von Isolierglasscheiben mit einem von Luft unterschiedlichen Gas |
| DE4335673C1 (de) * | 1993-10-20 | 1995-05-11 | Lenhardt Maschinenbau | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben mit rahmenförmigen Abstandhaltern aus einer plastischen Masse |
| DE4335671A1 (de) * | 1993-10-20 | 1995-05-04 | Lenhardt Maschinenbau | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben mit rahmenförmigen Abstandhaltern aus einer plastischen Masse |
| DE59502206D1 (de) * | 1994-03-24 | 1998-06-25 | Peter Lisec | Vorrichtung zum Füllen von Isolierglasscheiben mit Schwergas |
| DE9408902U1 (de) * | 1994-05-31 | 1995-09-28 | Dcl Glas Consult Gmbh | Vorrichtung zum Befüllen eines Zwischenraumes einer Isolierglaseinheit |
| US5805330A (en) * | 1996-03-15 | 1998-09-08 | Gentex Corporation | Electro-optic window incorporating a discrete photovoltaic device |
| US6433913B1 (en) | 1996-03-15 | 2002-08-13 | Gentex Corporation | Electro-optic device incorporating a discrete photovoltaic device and method and apparatus for making same |
| DE19617198A1 (de) * | 1996-04-29 | 1997-11-13 | Lenhardt Maschinenbau | Verfahren zum Herstellen von Isolierglasscheiben mit thermoplastischem Abstandhalter |
| US5948195A (en) * | 1997-03-11 | 1999-09-07 | Artic Window, Inc. | Process for rapid manufacturing multi-pane glass windows |
| US6216751B1 (en) * | 1997-10-24 | 2001-04-17 | Cardinal Ig Company | Method of reliably detecting seal failures |
| US5957169A (en) * | 1997-10-24 | 1999-09-28 | Cardinal Ig Company | Apparatus and method for filling insulated glass units with insulating gas |
| DE19851569C2 (de) * | 1998-11-09 | 2003-01-30 | Armin Schwab | Sensor zur Zustandsüberprüfung der Gasfüllung im Isolierraum einer Isolierglasscheibe und Isolierglasscheibe |
| US6336984B1 (en) | 1999-09-24 | 2002-01-08 | Guardian Industries Corporation | Vacuum IG window unit with peripheral seal at least partially diffused at temper |
| US6365242B1 (en) | 1999-07-07 | 2002-04-02 | Guardian Industries Corp. | Peripheral seal for vacuum IG window unit |
| US6558494B1 (en) | 1999-09-24 | 2003-05-06 | Guardian Industries Corp. | Vacuum IG window unit with edge seal at least partially diffused at temper and completed via microwave curing, and corresponding method of making the same |
| US6701749B2 (en) | 2000-09-27 | 2004-03-09 | Guardian Industries Corp. | Vacuum IG window unit with edge seal at least partially diffused at temper and completed via microwave curing, and corresponding method of making the same |
| DE10050676C2 (de) | 2000-10-05 | 2002-08-01 | Lenhardt Maschinenbau | Verfahren zum Zusammenbauen und Verpressen von Isolierglasscheiben mit einem plastischen Abstandhalter |
| US6916392B2 (en) | 2001-06-21 | 2005-07-12 | Cardinal Ig Company | Producing and servicing insulating glass units |
| DE10138346C2 (de) * | 2001-08-03 | 2003-12-04 | Lenhardt Maschinenbau | Vorrichtung zum Zusammenbauen von Isolierglasscheiben |
| US6606837B2 (en) * | 2001-08-28 | 2003-08-19 | Cardinal Ig | Methods and devices for simultaneous application of end sealant and sash sealant |
| US6804924B2 (en) * | 2001-10-12 | 2004-10-19 | Cardinal Ig Company | Repair of insulating glass units |
| US6793971B2 (en) | 2001-12-03 | 2004-09-21 | Cardinal Ig Company | Methods and devices for manufacturing insulating glass units |
| US7184146B2 (en) * | 2003-06-24 | 2007-02-27 | Cardinal Ig Company | Methods and apparatus for evaluating insulating glass units |
| DE102004009858B4 (de) * | 2004-02-25 | 2006-05-04 | Karl Lenhardt | Verfahren zum Positionieren von Glastafeln in einer vertikalen Zusammenbau- und Pressvorrichtung für Isolierglasscheiben |
| DE102006018333A1 (de) * | 2006-04-19 | 2007-10-25 | Karl Lenhardt | Vorrichtung zum Zusammenbauen von Insolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind |
| EP2176488B1 (de) * | 2007-08-07 | 2018-11-21 | Hunter Douglas Inc. | Herstellverfahren einer lichtdurchlässige isolierte glasscheibe |
| ITTV20080031A1 (it) | 2008-02-20 | 2009-08-21 | For El Base Di Vianello Fortunato & C Snc | Dispositivo automatico e procedimento automatico per il riempimento del vetro isolante composto da almeno due lastre di vetro ed almeno un telaio distanziatore con gas diverso dall'aria. |
| US8235076B2 (en) * | 2009-02-02 | 2012-08-07 | American Air Liquide, Inc. | Method and system for optimized filling of an enclosure |
| EP2234175A2 (de) * | 2009-03-27 | 2010-09-29 | Komax Holding AG | Vorrichtung und Verfahren zum Kaschieren von Solarmodulen |
| US8316596B2 (en) * | 2009-09-15 | 2012-11-27 | Pella Corporation | IG unit membrane valve and pressure modification |
| US8381382B2 (en) * | 2009-12-31 | 2013-02-26 | Cardinal Ig Company | Methods and equipment for assembling triple-pane insulating glass units |
| DE102010035748B4 (de) * | 2010-04-29 | 2013-01-03 | Bystronic Lenhardt Gmbh | Verfahren zum Zusammenbauen von Isolierglasscheiben, die drei zueinander parallele Glasplatten haben |
| US8627856B2 (en) | 2010-06-28 | 2014-01-14 | Integrated Automation Systems, Llc | Continuous gas filling process and apparatus for fabrication of insulating glass units |
| FR2984300B1 (fr) * | 2011-12-15 | 2014-11-21 | Saint Gobain | Procede de fabrication d'un vitrage multiple rempli de gaz |
| US10280680B2 (en) | 2013-12-31 | 2019-05-07 | Guardian Glass, LLC | Vacuum insulating glass (VIG) unit with pump-out port sealed using metal solder seal, and/or method of making the same |
| US10012019B2 (en) | 2013-12-31 | 2018-07-03 | Guardian Glass, LLC | Vacuum insulating glass (VIG) unit with metallic peripheral edge seal and/or methods of making the same |
| US10113354B2 (en) | 2013-12-31 | 2018-10-30 | Cardinal Ig Company | Multiple-pane insulating glazing unit assembly, gas filling, and pressing machine |
| US9784027B2 (en) | 2013-12-31 | 2017-10-10 | Guardian Glass, LLC | Vacuum insulating glass (VIG) unit with metallic peripheral edge seal and/or methods of making the same |
| US9862126B2 (en) | 2014-03-19 | 2018-01-09 | Great Dane Llc | Method and apparatus for forming objects having a core and an outer surface structure |
| US10145005B2 (en) | 2015-08-19 | 2018-12-04 | Guardian Glass, LLC | Techniques for low temperature direct graphene growth on glass |
| US10968685B2 (en) * | 2016-01-04 | 2021-04-06 | PDS IG Holding LLC | Gas filling of an insulating glass unit |
| US11187028B2 (en) | 2017-07-01 | 2021-11-30 | PDSD IG Holding LLC | Filling and sealing device and method for an insulated glass unit |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2756467A (en) * | 1952-11-05 | 1956-07-31 | Etling Birtus Oliver | Multiple-pane glazing unit and manufacture thereof |
| US3078627A (en) * | 1960-11-15 | 1963-02-26 | Libbey Owens Ford Glass Co | Method and apparatus for fabricating all-glass multiple sheet glazing units |
| US3683974A (en) * | 1970-10-08 | 1972-08-15 | Ppg Industries Inc | Method for purging and filling multiple glazed units |
| FI53117C (de) * | 1971-06-18 | 1978-02-10 | Glaverbel | |
| DE2905841C2 (de) * | 1979-02-15 | 1984-04-19 | Josef Käuferle KG Stahlbau, 8890 Aichach | Verfahren und Anlage zur Herstellung einer Verbundplatte |
| DE3101342C2 (de) * | 1981-01-17 | 1984-08-02 | Vereinigte Glaswerke Gmbh, 5100 Aachen | "Verfahren zur Herstellung von gasgefüllten Isolierglaseinheiten und Vorrichtung zur Durchführung des Verfahrens" |
| AT385499B (de) * | 1981-05-11 | 1988-04-11 | Lisec Peter | Vorrichtung zum pressen von isolierglas |
| AT368985B (de) * | 1981-05-26 | 1982-11-25 | Lisec Peter | Vorrichtung zum fuellen von isolierglas mit schwergas |
| DE3310441C1 (de) * | 1983-03-23 | 1984-09-06 | Flachglas AG, 8510 Fürth | Anlage fuer die Randversiegelung von Isolierglaseinheiten |
| DE3402323A1 (de) * | 1984-01-24 | 1985-08-01 | Interpane Entwicklungs- und Beratungsgesellschaft mbH & Co. KG, 3471 Lauenförde | Verfahren zum herstellen eines wenigstens aus zwei scheiben bestehenden isolierglases |
| AT393827B (de) * | 1987-01-15 | 1991-12-27 | Lisec Peter | Verfahren und vorrichtung zum fuellen einer isolierglaseinheit mit fuellgas |
| US4773453A (en) * | 1987-04-14 | 1988-09-27 | Dcl Glas-Consult Gmbh | Procedure for filling insulating glass units |
| AT393830B (de) * | 1988-01-11 | 1991-12-27 | Lisec Peter | Vorrichtung zum fuellen von isolierglas mit sondergas |
| AT408982B (de) * | 1990-02-28 | 2002-04-25 | Lisec Peter | Verfahren zum füllen des innenraumes von isolierglasscheiben mit gas |
| DE4022185A1 (de) * | 1990-07-13 | 1992-01-16 | Lenhardt Maschinenbau | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefuellt sind |
| DE9302744U1 (de) * | 1992-12-18 | 1994-05-19 | Lisec Peter | Vorrichtung zum Füllen von Isolierglasscheiben mit einem von Luft unterschiedlichen Gas |
-
1989
- 1989-05-04 DE DE8989905079T patent/DE58900360D1/de not_active Expired - Fee Related
- 1989-05-04 EP EP89905079A patent/EP0406325B2/de not_active Expired - Lifetime
- 1989-05-04 WO PCT/EP1989/000493 patent/WO1989011021A1/de active IP Right Grant
- 1989-05-04 US US07/613,504 patent/US5366574A/en not_active Expired - Lifetime
-
1996
- 1996-10-22 US US08/734,841 patent/US5762739A/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US5762739A (en) | 1998-06-09 |
| DE58900360D1 (de) | 1991-11-14 |
| WO1989011021A1 (en) | 1989-11-16 |
| US5366574A (en) | 1994-11-22 |
| EP0406325B1 (de) | 1991-10-09 |
| EP0406325A1 (de) | 1991-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0406325B2 (de) | Verfahren und vorrichtung zum füllen von isolierglasscheiben mit einem schwergas | |
| EP0539407B1 (de) | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind | |
| DE102010035748B4 (de) | Verfahren zum Zusammenbauen von Isolierglasscheiben, die drei zueinander parallele Glasplatten haben | |
| EP0213513A2 (de) | Vorrichtung zum Verbinden zweier Glastafeln zu einer randverklebten Isolierglasscheibe | |
| DE3101342A1 (de) | "verfahren zur herstellung von gasgefuellten isolierglaseinheiten und vorrichtung zur durchfuehrung des verfahrens" | |
| DE102009048642B4 (de) | Vorrichtung zum Zusammenbauen eines Fensterflügels mit integrierter Isolierglasscheibe | |
| EP1769130B1 (de) | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind | |
| DE4307403A1 (de) | Verfahren und Vorrichtung zum Einrichten, Gasfüllen und Verpressen von Einzelscheiben und/oder bereits vorgefertigten Scheibenanordnungen als zwei Komponenten bei der Herstellung von Isolierglasscheiben | |
| EP2483503B1 (de) | Verfahren zum zusammenbauen eines fensterflügels mit integrierter isolierglasscheibe | |
| AT391681B (de) | Verfahren und vorrichtung zum verschliessen von oeffnungen in abstandhaltern | |
| DE102004009860B4 (de) | Verfahren und Vorrichtung zum Zusammenbauen von Isolierglasscheiben, die mit einem von Luft verschiedenen Gas gefüllt sind | |
| DE3224862A1 (de) | Vorrichtung zum fuellen von abstandhalterrahmen mit hygroskopischem material | |
| DE3914706A1 (de) | Verfahren und vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefuellt sind | |
| DE2712651C2 (de) | Rahmenauflegestation in einer Anlage zum Zusammenbau von Isolierglas | |
| DE4202612A1 (de) | Verfahren und vorrichtung zum herstellen von isolierglasscheiben | |
| DE4315986C2 (de) | Verfahren und Vorrichtung zum Herstellen einer Isolierglaseinheit | |
| DE4419052A1 (de) | Verfahren und Vorrichtung zum Befüllen eines Zwischenraumes einer Isolierglaseinheit | |
| EP2007962B1 (de) | Vorrichtung zum zusammenbauen von isolierglasscheiben, die mit einem von luft verschiedenen gas gefüllt sind. | |
| DE19903358C1 (de) | Verfahren und Vorrichtung zur Montage eines Möbel-Korpus | |
| DE19962034C1 (de) | Einrichtung zum Abdichten einer Randfuge einer noch nicht geschlosenen Isolierglasscheibe an einer Vorrichtung zum Zusammenbauen von Isolierglasscheiben | |
| DE2055252B2 (de) | Verfahren zum Biegen von Glasscheiben und Vorrichtung zur Durchführung des Verfahrens | |
| DE4212256C2 (de) | Vorrichtung zum Zusammenbauen von zwei Isolierglasscheiben die mit einem von Luft verschiedenen Gas gefüllt sind | |
| AT395581B (de) | Vorrichtung zum ansetzen von beschichteten abstandhalterrahmen auf glasscheiben | |
| EP0197468A1 (de) | Verfahren und Vorrichtung zum Herstellen von rahmenförmigen Abstandhaltern für randverklebtes Isolierglas | |
| DE202010007183U1 (de) | Vorrichtung zum Zusammenbauen eines Fensterflügels mit integrierter Isolierglasscheibe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19901031 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 19910404 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI |
|
| REF | Corresponds to: |
Ref document number: 68238 Country of ref document: AT Date of ref document: 19911015 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 58900360 Country of ref document: DE Date of ref document: 19911114 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: MODIANO & ASSOCIATI S.R.L. |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: GLASTECHNISCHE INDUSTRIE PETER LISEC GMBH, Effective date: 19920505 |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PLAW | Interlocutory decision in opposition |
Free format text: ORIGINAL CODE: EPIDOS IDOP |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19970716 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH DE FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: AEN Free format text: AUFRECHTERHALTUNG DES PATENTES IN GEAENDERTER FORM |
|
| ITF | It: translation for a ep patent filed |
Owner name: MODIANO & ASSOCIATI S.R.L. |
|
| GBTA | Gb: translation of amended ep patent filed (gb section 77(6)(b)/1977) | ||
| EN | Fr: translation not filed | ||
| EN | Fr: translation not filed |
Free format text: BO 97/50 PAGES 219 LA MENTION DE LA NON REMISE APRES OPPOSITION DE CETTE TRADUCTION. LA MENTION DE LA NON REMISE APRES OPPOSITION DE CETTE TRADUCTION EST PUBLIEE DANS LE PRESENT BOPI. |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030410 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030520 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030523 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040324 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040504 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20040521 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20040525 Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040531 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050131 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050504 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050504 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050531 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| BERE | Be: lapsed |
Owner name: *LENHARDT MASCHINENBAU G.M.B.H. Effective date: 20050531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051201 |
|
| BERE | Be: lapsed |
Owner name: *LENHARDT MASCHINENBAU G.M.B.H. Effective date: 20050531 |