También podría gustarte
- Fundicion en Molde Permanente o CoquillaDocumento6 páginasFundicion en Molde Permanente o CoquillaHumberto Huamani PalominoAún no hay calificaciones
- Info Fundicion Por Inyeccion de MetalDocumento16 páginasInfo Fundicion Por Inyeccion de MetalBryan Carrillo0% (1)
- Fundición Con TroquelDocumento16 páginasFundición Con TroquelMeny Page Roses0% (1)
- Capitulo 14 Trabajo FinalDocumento49 páginasCapitulo 14 Trabajo FinalNelson Santiago Villarroel Aquino.Aún no hay calificaciones
- MenosDocumento7 páginasMenosKatherine FloresAún no hay calificaciones
- INTRODUCCIÓNDocumento20 páginasINTRODUCCIÓNAlfredo Pires CalviñoAún no hay calificaciones
- Preguntas de Repaso y Cualitativos Cap 31 SoldaduraDocumento14 páginasPreguntas de Repaso y Cualitativos Cap 31 SoldaduraEzequiel SuquilandaAún no hay calificaciones
- Practica ManufacturaDocumento3 páginasPractica ManufacturaKevin RodriguezAún no hay calificaciones
- Procesos de Fundicion Autoguardado 1Documento73 páginasProcesos de Fundicion Autoguardado 1daniel ramosAún no hay calificaciones
- TT NormalizadoDocumento11 páginasTT NormalizadoWilmer Quezada MurilloAún no hay calificaciones
- Cuestonario RoladoDocumento2 páginasCuestonario RoladoSamuel Flores GonzalesAún no hay calificaciones
- Fundicion en CoquillaDocumento4 páginasFundicion en CoquillaPool Posada100% (1)
- Ejercicios Tema2bbbbbbbbbbbbbDocumento4 páginasEjercicios Tema2bbbbbbbbbbbbbmarco alarconAún no hay calificaciones
- Informe Moldeo Permanente - Arrobo-SoledispaDocumento7 páginasInforme Moldeo Permanente - Arrobo-SoledispaFaustoAún no hay calificaciones
- Austempering - ExposicionDocumento20 páginasAustempering - ExposicionVictorDiazMegoAún no hay calificaciones
- Soldadura Por Gases (Informe)Documento14 páginasSoldadura Por Gases (Informe)Julitza MierezAún no hay calificaciones
- Rectificado Procesos de Fabricacion PDFDocumento30 páginasRectificado Procesos de Fabricacion PDFAngelGabrielZayasBAún no hay calificaciones
- Cuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Documento8 páginasCuestionario - Corte y Doblez - ScheyCh10 - KalpakjianCh16 - GrooverCh20 - NRC5470Roberto Luis Tasinchano0% (1)
- Informe 3 JUNTAS 3GDocumento6 páginasInforme 3 JUNTAS 3GKevin CastilloAún no hay calificaciones
- Ejercicios de Soldadura FuerteDocumento5 páginasEjercicios de Soldadura FuerteYoanela VargasAún no hay calificaciones
- INFORME Fundicion PiezaDocumento7 páginasINFORME Fundicion PiezaMerizalde JuanAún no hay calificaciones
- Pavonado PDFDocumento10 páginasPavonado PDFByron SanchezAún no hay calificaciones
- CIZALLADODocumento11 páginasCIZALLADOAbbi AdeleéAún no hay calificaciones
- Acero 1018Documento15 páginasAcero 1018Antonio CasillasAún no hay calificaciones
- Informe de Fundición de Aluminio en Molde de Arena VerdeDocumento12 páginasInforme de Fundición de Aluminio en Molde de Arena Verdejuan gomezAún no hay calificaciones
- Cuestionario FundicionesDocumento6 páginasCuestionario FundicionesGabriela Diaz100% (1)
- Informe Taller FundicionDocumento6 páginasInforme Taller FundicionJosé Cuenca100% (1)
- Fundicion Por RevestimientoDocumento12 páginasFundicion Por RevestimientoEl Chocorrol ChocolatosoAún no hay calificaciones
- Ataque QuimicoDocumento7 páginasAtaque QuimicoJuan Carlos BernalAún no hay calificaciones
- Hornos de Arco Eléctrico en El MundoDocumento3 páginasHornos de Arco Eléctrico en El MundoChristian CastilloAún no hay calificaciones
- Informe de Laboratorio Saw y GtawDocumento8 páginasInforme de Laboratorio Saw y GtawErick Moreira ValdezAún no hay calificaciones
- Ensayo de La ChispaDocumento18 páginasEnsayo de La ChispaDaniel CarlosAún no hay calificaciones
- GuiaIdentificación de Metales2019-1semDocumento13 páginasGuiaIdentificación de Metales2019-1semCarolina Arias Estrada100% (2)
- Solutions Serope KalpakjianDocumento24 páginasSolutions Serope KalpakjianMarianaChiwoAún no hay calificaciones
- Proceso SMAWDocumento5 páginasProceso SMAWElvis Felix Gonzales SamayaniAún no hay calificaciones
- Tarea 1. Tabla de Especificaciones de La Maquina Multiproceso Infra Multiarc 652Documento2 páginasTarea 1. Tabla de Especificaciones de La Maquina Multiproceso Infra Multiarc 652ChavaAguilarAún no hay calificaciones
- Cap 11Documento38 páginasCap 11guadalupe escalante borges100% (1)
- Examen CuestionariosDocumento18 páginasExamen Cuestionariosaracely sierra soriaAún no hay calificaciones
- Que Fallas Pueden Presentar Estas Herramientas de CorteDocumento1 páginaQue Fallas Pueden Presentar Estas Herramientas de CorteAlejandro LiraAún no hay calificaciones
- Informe de SoldaduraDocumento8 páginasInforme de SoldaduraCruz Rodriguez PedroAún no hay calificaciones
- Método de Soldadura Por ElectrogásDocumento4 páginasMétodo de Soldadura Por ElectrogásGeraldine Buitrago PardoAún no hay calificaciones
- Soldadura en Estado SolidoDocumento28 páginasSoldadura en Estado SolidoTeresita Fuentes100% (2)
- Soldadura TigDocumento21 páginasSoldadura TigJuan Esteban PosadaAún no hay calificaciones
- Resumen Proceso de LaminacionDocumento3 páginasResumen Proceso de LaminacionRodrigo AquipuchoAún no hay calificaciones
- Proceso Moldeado en ArenaDocumento16 páginasProceso Moldeado en Arenajosuedanny0077jdAún no hay calificaciones
- Preguntas Ensayo CharpyDocumento3 páginasPreguntas Ensayo CharpyPiero CahuanoAún no hay calificaciones
- YominyDocumento19 páginasYominyAnonymous 32rR19aQ9lAún no hay calificaciones
- Informe N°3 Diagramas TTT y CCT para Los Tratamientos Termicos Del AceroDocumento11 páginasInforme N°3 Diagramas TTT y CCT para Los Tratamientos Termicos Del AceroBryanSamaniegoAndradeAún no hay calificaciones
- Soldaduras Especiales PDFDocumento12 páginasSoldaduras Especiales PDFLuis Gutierrez100% (3)
- Unidad2-Propiedades Mecánicas-Parte 2Documento93 páginasUnidad2-Propiedades Mecánicas-Parte 2Cristian Junior Incacutipa PerezAún no hay calificaciones
- FerroniquelDocumento16 páginasFerroniquelmariamonrroy60% (5)
- CUESTIONARIO 11 Tecno2Documento15 páginasCUESTIONARIO 11 Tecno2jua ArgolloAún no hay calificaciones
- 31Documento3 páginas31Josué David SarabiaAún no hay calificaciones
- Proceso de LaminacionDocumento9 páginasProceso de LaminacionsupersonicogtAún no hay calificaciones
- Como Selecionar El Horno AdecuadoDocumento48 páginasComo Selecionar El Horno AdecuadoSalvador Tovar FranciscoAún no hay calificaciones
- Acerosespeciales WebDocumento16 páginasAcerosespeciales Webenmocr100% (1)
- Fundición en MatricesDocumento10 páginasFundición en MatricesBacilio MartinezAún no hay calificaciones
- Taller 1 Procesos de FabricacionDocumento8 páginasTaller 1 Procesos de Fabricacionjose luis hidalgoAún no hay calificaciones
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Tema 1Documento27 páginasTema 1FcoalejoAún no hay calificaciones
- ElasticidadDocumento74 páginasElasticidadFcoalejoAún no hay calificaciones
- Procedimiento Automatricula2018-19Documento6 páginasProcedimiento Automatricula2018-19FcoalejoAún no hay calificaciones
- Pau4 PP MemoriaDocumento79 páginasPau4 PP MemoriaFcoalejoAún no hay calificaciones
- Problemas Electronica Industrial (Diodos, Transistores, Amplificadores, Operacionales)Documento101 páginasProblemas Electronica Industrial (Diodos, Transistores, Amplificadores, Operacionales)j0rg30Aún no hay calificaciones
- 1.1 Apuntes Diodos y Transistores Manuel Arias PDFDocumento42 páginas1.1 Apuntes Diodos y Transistores Manuel Arias PDFFcoalejoAún no hay calificaciones
- Apuntes Fundamentos de La ElectrónicaDocumento124 páginasApuntes Fundamentos de La ElectrónicaFcoalejoAún no hay calificaciones
- Reguladores de Tension para Trafos ABBDocumento42 páginasReguladores de Tension para Trafos ABBederu02Aún no hay calificaciones
- Planeación ISO 9001-2015Documento26 páginasPlaneación ISO 9001-2015Nadia Guadalupe Carbajal HernándezAún no hay calificaciones
- Organigrama IconegDocumento1 páginaOrganigrama IconegRoss CRAún no hay calificaciones
- PDI DPRO 0000 D011 POE - Auditorias - V01Documento4 páginasPDI DPRO 0000 D011 POE - Auditorias - V01Alejandro ZevallosAún no hay calificaciones
- Bombas de Pistones AxialesDocumento31 páginasBombas de Pistones AxialesEvelynQC100% (5)
- Estimacion de La Demanda - E.EDocumento7 páginasEstimacion de La Demanda - E.ERobert Tamariz EspinozaAún no hay calificaciones
- Pruebas de SoftwareDocumento5 páginasPruebas de SoftwareMarc Arellano SiancasAún no hay calificaciones
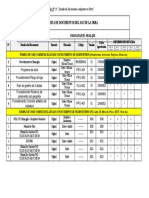
- Lista de Documentos Del SGC de La ObraDocumento1 páginaLista de Documentos Del SGC de La ObraAna Maria Villa SepulvedaAún no hay calificaciones
- Monografia - Estructuras MetalicasDocumento30 páginasMonografia - Estructuras MetalicasAlex Flores CusiAún no hay calificaciones
- PMOInformatica Plantilla Reporte de Avance de ProyectoDocumento53 páginasPMOInformatica Plantilla Reporte de Avance de ProyectoSebastián EslavaAún no hay calificaciones
- Amalgama Denta1Documento10 páginasAmalgama Denta1jmario4Aún no hay calificaciones
- Expo Just in TimeDocumento23 páginasExpo Just in TimeMichael RomeroAún no hay calificaciones
- Manual Usario H50PDocumento232 páginasManual Usario H50PDanielAún no hay calificaciones
- Compresor DSDDocumento7 páginasCompresor DSDjordan4033100% (1)
- Intro. A La Ingenieria y Al Diseno en LaDocumento32 páginasIntro. A La Ingenieria y Al Diseno en LaApremdiz1987Aún no hay calificaciones
- Canal Rugosidad CompuestaDocumento6 páginasCanal Rugosidad CompuestaAngelAún no hay calificaciones
- Contrato de Compraventa VehiculoDocumento2 páginasContrato de Compraventa VehiculoMaria Camila Romero IdarragaAún no hay calificaciones
- Taller Oracle Seguridad Backup Recovery 22092008Documento58 páginasTaller Oracle Seguridad Backup Recovery 22092008Oli ZVAún no hay calificaciones
- Félix María Bravo Valencia Ingeniero Industrial - DocenteDocumento71 páginasFélix María Bravo Valencia Ingeniero Industrial - DocenteJuan Pablo Lopez RiveraAún no hay calificaciones
- LABORATORIODocumento14 páginasLABORATORIOGlenda CacuangoAún no hay calificaciones
- Diseño Del Producto y Selección Del Proceso de ManufacturaDocumento20 páginasDiseño Del Producto y Selección Del Proceso de ManufacturaAnonymous 84cSuq80% (5)
- 2020 2 Uni SC 1 Prac. Calif.Documento3 páginas2020 2 Uni SC 1 Prac. Calif.alberto quispe gonzalesAún no hay calificaciones
- Taac de AuditoriaDocumento41 páginasTaac de AuditoriaOmar Andres Alvarez25% (4)
- Estudio de "Arc Flash" en Una Instalación paraDocumento199 páginasEstudio de "Arc Flash" en Una Instalación paraAlfred Ponce0% (1)
- Acta de ProyectoDocumento9 páginasActa de ProyectoXiommara Espinoza PintadoAún no hay calificaciones
- AESA Soboce 2022 6Documento16 páginasAESA Soboce 2022 6Carlos Andrés HerreraAún no hay calificaciones
- 02.1.solución de Problemas de Modelación DinámicaDocumento10 páginas02.1.solución de Problemas de Modelación DinámicaKevin David Salazar MezaAún no hay calificaciones
- Objetivo GeneralDocumento7 páginasObjetivo GeneralNoel Eduardo Moreno ViachicaAún no hay calificaciones
- Fundamentos de Testing en La ActualidadDocumento7 páginasFundamentos de Testing en La ActualidadHenry Zacarias IngarucaAún no hay calificaciones
- Taller Identificacion de Peligros y Valoraciòn de Riesgos IndiDocumento3 páginasTaller Identificacion de Peligros y Valoraciòn de Riesgos IndiDaniela VirgüezAún no hay calificaciones